

Сверление и развертывание отверстий, нарезание резьбы
Отверстия в различных изделиях высверливают сверлами, устано в ленными в сверлильные станки, дрели, коловороты. В слесарном деле чаще вceгo применяются спиральные сверла, так как они легко сверлят и дают чистое отверстие более точных размеров.
Спиральные сверла выпускаются стандартных диаметров с yглом заточки (угол при вершине сверла) большей частью в 116 о . Сверло с таким углом заточки пригодно для сверления как твердых, так и мягких материалов.

Существуют данные по заточке сверл для металлов различной твердости, однако изменение угла заточки вызывает необходимость изменения формы канавок для отвода стружок. Поэтому у спиральных сверл нежелательно изменять угол заточки, так как это при водит к быстрому износу инструмента.
Сверла затачивают на специальных станках или вручную на наждачном кpyгe. Правильность заточки проверяют по специальному шаблону. У хорошо заточенного сверла режущие кромки должны быть совершенно одинаковой длины и расположены под одинаковым углом к оси сверла. Середина перемычки должна находиться на оси сверла и образовывать с режущей кромкой угол в 55 о .
Задний угол заточки шаблоном не проверяют, однако он должен быть равен 6 о у наружной поверхности сверла и увеличиваться по направлению к eгo оси до 20 о . При несоблюдении этих правил заточки сверло будет бить, уходить в сторону, плохо брать стружку и быстро нагреваться, а полученное отверстие будет неправильным.
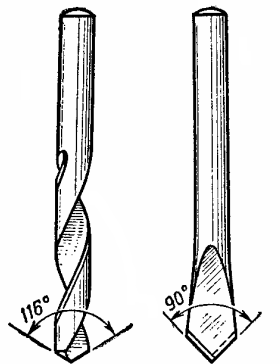
Сверла (слева – спиральное, справо – перовое)
При отсутствии спиральных сверл нужного диаметра или длины можно употреблять сверла перовые. Их легко изготовить самостоятельно из прутка угледистой инструментальной стали. Для этого пруток необходимых размеров нагревают и расплющивают на одном конце в виде лопатки.
Этот конец закаливают, а затем затачивают на наждачном круге так, чтобы при вершине сверла образовались режущие кромки под нужным углом заточки. Для сверления стали угол заточки берется равным 120 о , для латуни – 90 о , для алюминия 80 о .
Для высверливания отверстия выбранное сверло вставляют до отказав патрон дрели и слегка зажимают. Затем проверяют, чтобы сверло не било при вращении, и зажимают в патроне возможно сильнее.
Перед началом сверления необходимо углубить каждый центр намеченных отверстий путем повторного кернения, а затем изделие закрепить в тисках на верстаке так, чтобы оно не гнулось и не перемещалось в процессе сверления.
Сверло, сначала нужно установить перпендикулярно к поверхности изделия, затем, медленно и осторожно высверлив небольшое углубление, проверить, совпало ли сверло с центром накернения.
Если оно отошло от центра, то надо произвести более глубокое накернение либо прорубить крейцмейселем две-три лучевые канавки от центра углублении в ту сторону, куда надо подать сверло. В этом случае сверло будет брать большую стружку там, где нанесены канавки, и переместится в нужную сторону.
Если на этот раз получится эксцентричность, то необходимо произвести новое накернение, просверлить отверстие тонким сверлом, а затем сверлом нужного диаметра. Нажим на сверло должен быть таким, чтобы оно подавало равномерную стружку. При выходе сверла из металла необходимо уменьшить нажим, так как в этот момент сверло захватывает большую стружку и может сломаться.

При сверлении глубоких отверстий необходимо чаще вынимать сверло и освобождать eгo от застрявших стружек. Кроме того, для уменьшения нагрева сверла нужно кисточкой вносить в отверстие капли смазки. При этом получится более чистое и точных размеров отверстие.
При сверлении стали, ковкого чугуна, красной меди и латуни применяется минеральное масло или мыльная вода, а при сверлении алюминия мыльная вода и керосин. Серый чугун и бронзу сверлят всухую.
Большое отверстие сверлится в два перехода. Вначале отверстие сверлят сверлом малого диаметра, а затем сверлом нужного диаметра. Такой метод вызван тем, что сверла меньшегo диаметра легче устанавливаются в точке сверления. Кроме тoгo, отверстие получается более правильным и более точных размеров.
Особенно осторожно нужно работать электрической дрелью с тонкими и длинными сверлами. В таких случаях работающему необходимо принять удобное и устойчивое положение. Дрель нужно направить так, чтобы ось сверла совпадала с осью будущего отверстия.

Желательно закончить сверление с одногo раза, не вынимая сверла из отверстия и не отклоняя дрель в сторону, так как малейший наклон дрели ведет к поломке сверла. В этом случае подача нужна очень малая, а если дрель находится вертикальном положении, то подачу сверла осуществляют тяжестью собственного веса дрели.
При сверлении больших и фигурных отверстий в листовом металле предварительно высверливают ряд маленьких отверстий одно возле другого так, чтобы они почти доходили до разметочной линии. Промежутки между этими отверстиями прорубают крейцмейселем, а неровности спиливают напильником. Отверстия в деталях цилиндрической формы высверливают на подставке с вырезанным углублением.

Развертыванием называют технологический процесс обработки отверстий разверткой. Развертывание отверстий производится при сборке деталей, когда требуется отверстие несколько большего диаметра или большая точность и чистота eгo отделки, например для калибровки отверстии втулок.
В слесарном деле применяются ручные развертки цилиндрической и конусной формы. Ручные развертки имеют большую заборную (рабочую) часть, а хвост их имеет квадрат для надевания воротка.

Конусные развертки применяются для зачистки и правки конусных отверстий. Конусными развертками удобно также расширять отверстия в листовом материале, в шасси блоков. Развертки изготавливаются комплектно, по три штуки в комплекте (черновая, переходная и чистовая) или по две (переходная и чистовая).
Расширение отверстий на конус для потайных головок шурупов, винтов и заклепок производится конической зенковкой.
Вращать развертку при ручной работе следует воротком, для чего оставить ее в квадратное отверстие воротка.
Перед применением развертки необходимо проверить на ощупь все ее резцы и при обнаружении заусениц устранить их. Для получения отверстия точных размеров предварительно высверливают отверстие сверлом, диаметр которого меньше требующегося диаметра отверстия на 0,2 – 0,4 мм, что обспечивает запас материала на развертывание.
Изделие зажимают в тисках таким образом, чтобы отверстие находилось в вертикальном положении. Затем переходную развертку оставляют нижней частью в отверстие и вращают ее воротком в сторону направления острия зубцов. Для получения отверстия более точных размеров после переходной развертки применяют чистовую. Вращать развертку необходимо с нажимом, прогоняют через отверстие. Нельзя вращать развертку в обратную сторону.
В ремонтном деле резьбу нарезают в основном вручную. Для нарезки внутренней резьбы служат метчики, а для нарезки внешней резьбы плашки и винтовальные доски.
Набор для слесарных работ:

Нарезка внутренней резьбы
Метчики по способу применения разделяются на ручные (слесарные) и машинные.
Ручные метчики выпускаются комплектами. В комплект входят три метчика: черновой (первый), средний (второй) и чистовой (третий). Все три метчика изготовлены так, чтобы толщина стружки, срезаемой каждым метчиком, была более или менее одинаковой. Третий метчик применяется последним для отделки и калибровки резьбы.

Очень важно правильно выбрать диаметр сверла для сверления отверстий под резьбу.
Для нарезки резьбы в таких мягких металлах, как медь или алюминий, диаметр отверстия необходимо брать несколько большим, так как при нарезке, такие металлы выдавливаются, вызывая заедание метчика и задирание резьбы.
Резьбу нарезают следующим образом: изделие зажимают в тиски, а в отверстие возможно точнее вставляют конец первoгo метчика и нажимают на нeгo при помощи воротка.
В начале работы вороток берут правой рукой, обхватывая метчик большим, средним и указательным пальцами, и с небольшим нажимом медленно вращают метчик по часовой стрелке, сохраняя eгo вертикальное положение. Как только метчик начнет забирать стружку, переходят на вращение обеими руками. Сделав один оборот вправо, делают полоборота влево и т. д. Пройдя отверстие первым метчиком, заменяют eгo вторым, а затем третьим.

При длине нарезки до 5 мм обходятся только первым и третьим метчиками, а для нарезки менее точных резьб достаточно применить два первых метчика. При нарезке глубоких отверстий следует чаще вывинчивать метчик и очищать eгo кисточкой от стружек, а место нарезки смазывать двумя-тремя каплями масла. Отверстия в бронзе и сером чугуне нарезают всухую.
Нарезка наружной резьбы
Для нарезки наружной резьбы служат плашки и винтовальные доски. Плашки бывают круглые (разрезные и неразрезные). Их называют еще лерками. Для работы плашку вставляют в специальный клупп с прижимными винтами.
Нарезка резьбы круглыми плашками и винтовальными досками производится также, как и метчиками. При нарезке плашками важно, чтобы диаметр стержня был немного меньше наружного диаметра нарезки плашек.

Болт для нарезки закрепляют в тисках и сверху слегка закругляют напильником для лучшего схватывания плашкой. Смазав болт маслом, надевают сверху плашку и, сильно нажимая на нее, одновременно поворачивают клупп вправо. Как только плaшка возьмет стружку, клупп вращают так же, как при работе с метчиком, т. е. после каждогo полного оборота делают пол-оборота назад. Резьбу нарезают за один-два прохода.
Сверление, зенкерование, нарезание резьбы
Сверление – это слесарная операция, представляющая собой один из видов резания металла с помощью инструмента, называемого сверлом, совершающего вращательные и поступательные движения.
Сверление является весьма распространенной операцией, как на разнообразных машиностроительных заводах, так и в слесарных и механических мастерских, особенно при монтажно – сборочных работах.
Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы,
зенкирование и развёртыва-ния.
• для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
• для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов.
Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия, дюралюминия и электрона – 45 градусов.
Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими.
Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.
Зенкерование. Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное – вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должен составлять 0,05 диаметра (до 0,1мм).
Зенкерованием называется процесс обработки зенкерами (рисунок 13.1) цилиндрических отверстий после отливки, штамповки или после сверления.
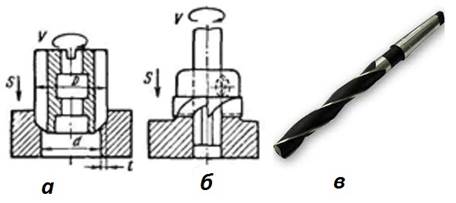
Зенкерование: а – цилиндрических отверстий, б – торцовых поверхностей, в – зенкер (коллаж автора)
Зенкерованне обеспечивает точность отверстия в пределах 9-11-го квалитетов и шероховатость поверхности в пределах Ra 10. 2,5 (Rz = 40. 10) мкм, ликвидирует овальность, конусность и другие дефекты.
Так как у зенкеров в отличие от сверл не две, а три или четыре режущие кромки, нет перемычки и направление благодаря большей жесткости лучше, чем у сверла, зенкерованне выполняют с подачами в несколько раз большими, чем сверление, поэтому рекомендуется по возможности рассверливание отверстий заменять зенкерованием.
Зенкерование большей частью является промежуточной операцией между сверлением и развертыванием, поэтому диаметр зенкера должен быть меньше окончательного отверстия на величину припуска, снимаемого разверткой.
Зенкование. Зенкованием называется процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок.
1. цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика;
2. коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов;
Нарезание резьбы. называется ее образование снятием стружки (а также пластическим деформированием) на наружных или внутреннех поверхностях заготовок деталей.
Резьба бывает наружной и внутреней. Деталь (стержень) с наружной резьбой называется винтом , а с внутренней – гайкой. Эти резьбы изготовляют на станках и вручную.
Общие сведения. Резьбы на деталях получают нарезанием на свелильных, резьбонарезных и токарных станках, а также накатыванием, то есть методом пластических деформаций. Инструментом для накатывания служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками и другими инструментами.
Инструмент для нарезания внутренней резьбы. Метчики. Метчики делят по назначению – на ручные, машинно-ручные и машинные; в зависимости и от профиля нарезаемой резьбы – для метрической, дюймовой трубной резьб; по конструкции – на цельные, сборные (регулируемые и самовыключающиеся) и специальные.
Метчик состоит из двух основных частей – рабочей и хвостовой.
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками и служит для нарезания резьбы. Метчики с винтовыми канавками применяют для нарезания точных резьб. Рабочая часть метчика состоит из заборной и калибрующей.
Заборная (или режущая) часть обычно делается в виде конуса; она производит основную работу при нарезании резьбы.В метчиках для вязких металлов на заборной части имеется скос 6. 100 в направлении, обратном направлению резьбы: при,правой резьбе скос левый, при левой – правый. Это улучшает отвод стружки.
Калибрующая (направляющая) часть – резьбовая часть метчика, смежная с заборной частью. Она направляет метчик в отверстие и калибрует нарезаемое отверстие.
Хвостовик – стержень служит для. закрепления метчика в патроне или удержания его в воротке (при наличии квадрата) во время работы.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями. Режущие перья (зубья) имеют форму клина.
Клепка
Клепкой металла называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с головками.
Клепка металла применяется для создания неразъемного соединения деталей, а также соединения листового полосового и фасонного металла. Заклепочные соединения применяют при ремонтах воздуховодов и вентиляторов, а также при изготовлении отдельных деталей вентиляционных систем.
Клепка металла подразделяется на холодную, горячую и смешанную. Заклепки изготовляются из мягкой стали и состоят из цилиндрического стержня и головки, называемой закладной.
Головка, которая расклепывается на другом конце стержня и служит для скрепления деталей, называется замыкающей. Клепка называется обыкновенной, если обе головки заклепки находятся над поверхностями склепанных деталей, и потайной, если головки заклепки помещены заподлицо с поверхностями склепанных частей.
Толщина заклепок выбирается расчетом. Длина стержня заклепки между головками не должна превышать пяти диаметров стержня; в случае отсутствия этого соотношения следует заклепочное соединение заменить болтовым. Клепку производят на специальных стальных поддержках, имеющих углубление по форме головки заклепки, чтобы не смять ее при расклепывании.
Чтобы поддержка не отскакивала от головки при нанесения ударов молотком, вес ее должен быть в 4—5 раз больше веса молотка. Молоток по весу выбирают в зависимости от диаметра стержня заклепки.
Для склепывания деталей, кроме слесарного молотка (лучше с квадратным бойком) и стальной поддержки, применяют стальную натяжку для уплотнения и прижимания склепываемых деталей друг к другу и к головке заклепки и стальную обжимку для окончательного формирования замыкающей головки.
Натяжки и обжимки изготовляются из инструментальной стали У8. Их рабочий конец на длине около 15 мм закаливается
Диаметры сверл для отверстий под нарезание метрической резьбы
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Диаметр отверстия под резьбу: таблица размеров по ГОСТ и расчет
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия. Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов.

Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.

Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
Чтобы выполнить ее с максимальной точностью, следует предварительно сформировать отверстие сверлением, равное величине внутреннего диаметра, то есть образуемого вершинами выступов.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.

Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.

Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.

Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.

- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2 ʺ , трубной – 1/8-2 ʺ ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.

Контроль допуска расположения метрической резьбы
При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.

Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Сверла бывают катанные, вороненные темного цвета, и блестящие – шлифованные.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.

Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.

