

Как правильно сверлить различные материалы. Советы домашнему мастеру
Сверление металла
При сверлении отверстия в металле ручной дрелью сверло, как правило, заклинивается. Исправить этот дефект поможет деревянная пробка, предварительно забитая в отверстие.
Просверлить отверстие в тонком металлическом листе не составит большого труда, если его зажать в тиски вместе с деревянным бруском. Неудобнее всего сверлить тонкие металлические листы. Они то и дело норовят вырваться и ранить сверловщика.

Вырежьте себе из стали «лопату» с удобной ручкой. Заготовку крепите прижимами к верхней поверхности «лопаты».
Кто пробовал, тот знает, что сверло большого диаметра «разобьет» отверстие, и оно будет неровным. Подложите под сверло кусочек резины или сложенную в несколько слоев тряпку и начинайте работать. Отверстие будет ровным.
Для разделки глухих отверстий в детали можно использовать обломок круглого напильника, зажатого в патрон электродрели. Чтобы не повредить заднюю стенку детали, рабочий конец обломка напильника следует слегка закруглить на наждачном круге.
Просверлить в металлическом прутке или трубке радиальное отверстие весьма непросто. Особенно если вы пытаетесь сделать это ручной дрелью. Облегчить эту задачу можно таким образом: в деревянном бруске просверлить отверстие соответствующего диаметра, вставить туда трубку и спокойно сверлить, не опасаясь, что сверло соскользнет.
Если глухое (несквозное) отверстие в металлической Детали залить парафином, то нарезаемая на нем резьба будет чистой.
Сверление дерева
Просверлить в доске большое отверстие в домашних условиях дело весьма сложное, ведь хвостовик большого сверла нельзя зажать в патроне ручной дрели. Отверстие диаметром от 15 до 40 мм можно делать с помощью простого приспособления, состоящего из металлического стержня и нужного по размеру кусочка полотна ножовке. Его режущие грани затачивают под углом 45 градусов, вставляют в продольную прорезь, предварительно сделанную в стержне, и припаивают или фиксируют клином, который забивают в прорезь.

Искушенный опытом человек никогда не начнет просверливать круглое бревно, прежде чем надежно не зафиксирует его. Он знает, что, не предприняв мер предосторожности, скорее всего не сможет просверлить отверстие точно по намеченному пути, да к тому же и сверла при этом может лишиться.
Поставьте у ручной дрели для дерева между рукояткой я «бегунком» пружинку длиной 1,5-2 см, и даже при резких движениях «бегунка» не прищемится палец, случайно оказавшийся между ним и рукояткой.
При просверливании в дереве отверстия большого диаметра (20-30 мм) может не оказаться нужного сверла или перки. В этом случае просверлите сначала отверстие меньшего диаметра, а затем вставьте в патрон коловорота плоскую стальную шайбу (лучше новую) и пройдите отверстие еще раз. Этот способ применим и для раззенковки отверстий.
Если в деревянных деталях нужно просверлить много отверстий под прямым углом, то возьмите кубик из твердой древесины, просверлите в нем с большой точностью эталонное отверстие. А потом используйте этот кондуктор в работе. Надетый на сверло кубик послужит одновременно и ограничителем глубины сверления.
Пробка капсюль от лимонада или пива вполне хороший заменитель сверла, когда необходимо высверлить в древеснодержателе иглы циркуля, то снизите риск сломать его, когда волокнистом материале или штукатурке отверстие диметром около 20 мм. Проткните пробку, наденьте на болт, закрепив двумя контргайками, и сверлите.

Трудно сделать отверстие в слоистой фанере, она расщепляется. Возьмите стальную трубку нужного диаметра, круглым напильником заточите внутри режущую кромку и выпилите на ней трехгранным напильником зубцы. Внутрь трубки вставьте деревянный цилиндр с гвоздем без шляпки. При работе конец гвоздя, выступающий на 1-2 мм, является направляющим.
Чтобы при сверлении мелких деталей из листового материала они не прокручивались, советуем подкладывать под них наждачную бумагу.
Если вы закрепите сверло диаметром 0,8-1,1 мм будете сверлить отверстия малого диаметра в дереве, текстолите, пластмассе.
Существует не мало приспособлений для вырезывания отверстий большого диаметра в листовом материале – пластмассе, фанере, ДСП и т.д. Можно пользоваться конструкцией: из полоски стали толщиной 2-3 мм сгибается скоба, концы ее втачиваются, а в центре сверлится отверстие, затем скоба одевается на болт с предварительно отпиленной головкой. Для работы приспособление зажимается в патроне электродрели.
Вырезать в листовом материале большое отверстие можно простым способом: зажать в тиски гвоздь (он будет служить осью) и обломок сверла (это будет резец). Окружность прорезают вращением листа вокруг оси.
Круг любого диаметра из фанеры можно вырезать точно, аккуратно и быстро при помощи деревянной планки и двух заостренных гвоздей, вбитых в планку.
Фрезу от точилки для карандашей (продается отдельно) можно с успехом использовать для расточки отверстий в дереве и пластмассе. Ее закрепляют в патроне электродрели и обрабатывают края отверстия.
Картофелечистка в руках умельца – почти готовый инструмент для обработки округлых отверстий в фанере. Потребуется лишь заточить ее режущую кромку.
Сверля доску или фанеру, снимайте заодно и заусеницы, для чего нанижите на сверло несколько колец из плотного войлока.
Сверление бетона
Легче и быстрее сверлить бетон твердосплавным сверлом, заточенным ассиметрично. Однако намечать и начинать отверстия советуем все же сверлом с обычной заточкой.
При сверлении отверстия в потолке крошки бетона и штукатурки разлетаются во все стороны, попадают в глаза, за воротник. Сделайте воронку из пружинной проволоки, обтяните ее полиэтиленовой пленкой и наденьте на дрель.

Если вы сверлите бетонную или кирпичную стену сделанное в жестяной баночке из-под сапожного крема, пыль соберется в ней, а не полетит в комнату.
Если для сверления бетона у вас не оказалось победитового сверла, его можно заменить пробойником из набора «Мечта новосела». Вставленный в патрон дрели, он неплохо берет бетон.
При сверлении отверстии в бетоне или кирпиче сверло дольше прослужит, если его периодически смачивать водой. В качестве резервуара для воды удобно пользоваться эластичным пластмассовым флаконом.
При сверлении отверстий в стене дрель очень трудно держать в строго горизонтальном положении. Прикрепите к ее
корпусу изолентой небольшой уровень или заменяющий его пузырек, и дело значительно упростится.
Если в стене необходимо просверлить сквозное отверстие, а длины сверла не хватает, как поступить? Эту операцию попробуйте выполнить в два приема: с одной и с другой стороны стены. Высверлив в намеченной точке отверстие, поместите в него магнитик. Затем с помощью компаса отыщите точку сверления на противоположной стороне стены. Стрелка компаса не ошибется.
Сверление отверстий в металле и дереве
Производство многих деталей из металла предполагает создание в конструкции различного вида отверстий. Они могут быть сквозными или глухими. Сверление отверстий осуществляется при проведении слесарных работ. Эти операции позволяют получить отверстия различного диаметра и необходимой глубины. Технология сверления отверстий в металле приводится в соответствие с технологической картой. На чертеже указывают размеры отверстия, величину допуска, конструктивные особенности (например, постоянный или изменяемый диаметр, снятие фаски с одного или обоих краёв и так далее).

Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Сам процесс производится в различных режимах: с применением ручного инструмента (дрели или другого инструмента), специальных сверлильных или металлорежущих станках.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.

Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).

Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.

В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.


Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).



Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.

По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
Для получения отверстий на токарном станке в шпинделе передней бабки закрепляют сверло, а в задней бабке крепят заготовку.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом. Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).


Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Способы сверления металла: свёрла и приспособления
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания. Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.

Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
 Конструкция спирального сверла по металлу
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
 Рекомендуемые углы заточки сверла по металлу
Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
 Шаблон для проверки угла заточки свёрл
Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.

При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.

Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
 Правильное движение при заточке сверла
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.

Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
 Стачивание перемычки сверла
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
 Заточка сверла для тонкого листового металла
Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
 Ступенчатое сверло по металлу
Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
 Правильная стружка при сверлении металла
Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.

Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
 Сверление металла коронкой
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Видео по теме
Сверление, зенкерование, развертывание
Сверление является одной из часто выполняющихся операций при сборочных и слесарно-ремонтных работах. Для этого используют ручные, пневматические и электрические дрели, трещотки, сверлильные головки с приводом от гибкого вала, а также сверлильные станки, если позволяют условия для их использования. Основными ручными немеханизированными инструментами для сверления являются коловорот, винтовая дрель, ручная дрель и трещотка.
Коловорот (рис. 1, а) применяют для сверления мелких отверстий в дереве, фибре и мягких металлах, а также для отвинчивания и завинчивания шурупов и винтов, гаек, притирки клапанов.
Коловорот состоит он из изогнутого стального стержня, на верхнем конце которого имеется свободно вращающаяся упорная шляпка, а на нижнем конце укреплен патрон. На колене посажена свободно вращающаяся деревянная ручка. При работе коловоротом нажимают на упор левой рукой или грудью (создают усилие подачи сверлу), а правой рукой за ручку вращают коловорот.
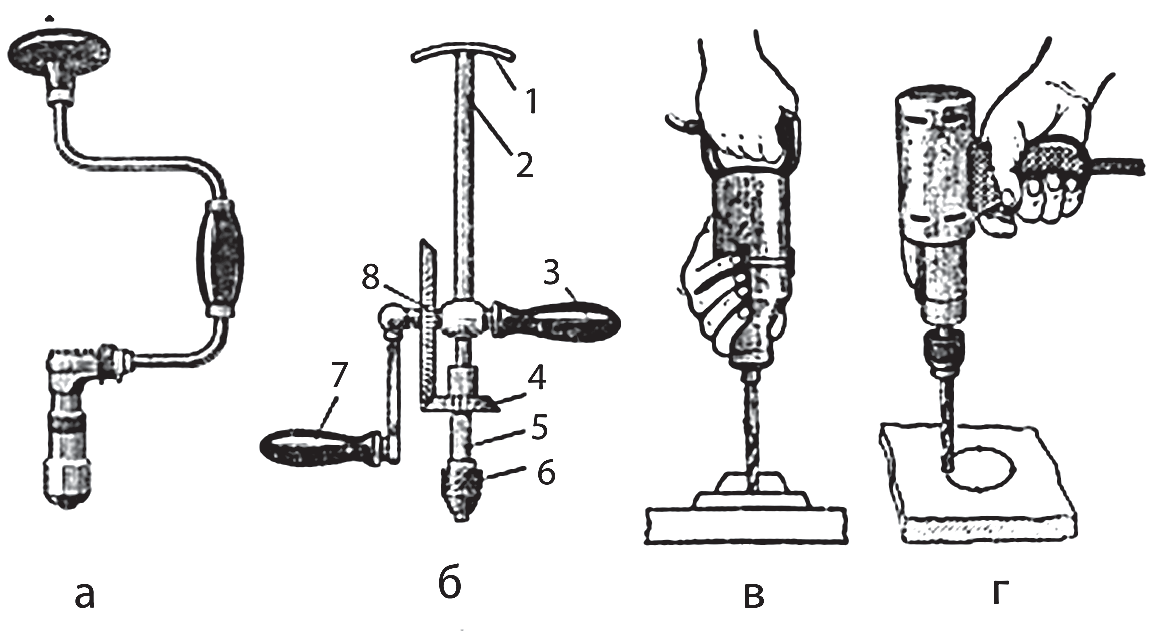
Рис. 1. Устройства для сверления: а – коловорот; б – ручная дрель для отверстий до 8 мм; в – электродрель для отверстий от 10 до 20 мм; г – электродрель пистолетного типа для отверстий до 8-10 мм
Ручная дрель с конической передачей. Эту дрель (рис. 1, б) используют для сверления отверстий диаметром до 8 мм. Состоит она из стального стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и шляпка 1. При вращении рукоятки 7 движение передается большой конической шестерне 8, свободно сидящей на оси, а от нее к малой конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6, в котором закреплено сверло. При работе дрель удерживают левой рукой за рукоятку 3, правой вращают рукоятку 7. При сверлении отверстий большого диаметра при необходимости можно нажать грудью на шляпку 1. Дрель с зубчатой передачей может сделать до 300 об/мин.
Электрические сверлильные машины. Эти электрические дрели питаются постоянным или переменным током нормальной частоты и переменным током повышенной частоты (высокочастотные дрели). Электрические машины выпускают трех типов: тяжелого (для отверстий диаметром 20–32 мм), среднего (для отверстий диаметром 10-20 мм) и легкого (для отверстий диаметром до 8–10 мм). Тяжелые сверлильные машины обычно имеют на корпусе две боковые рукоятки или две рукоятки и упор; средние – одну замкнутую рукоятку на задней части корпуса (рис. 1, в), легкие – рукоятку пистолетной формы (рис. 1, г).
Пневматические дрели. В заводских условиях находят применение пневматические сверлильные машины (пневматические дрели). Пневматические дрели по своим возможностям и по форме (эргономике) исполнения во многом совпадают с ручными электрическими машинами (рис. 1, г).
Ремонтные работы в зависимости от трудоемкости могут выполняться на сверлильных станках (в основном при изготовлении деталей при ремонте). Для этой цели используются настольно-сверлильные и одношпиндельные вертикальносверлильные станки.
1. Сверление и рассверливание
Наиболее распространенным методом получения отверстий в сплошном материале является сверление ручной дрелью или с помощью настольного сверлильного станка. Движение резания при сверлении – вращательное, движение подачи – поступательное.
Перед сверлением отверстия определяют положение его центра на заготовке. На пересечении линий, проведенных чертилкой, керном пробивают положение центра отверстия.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 2). Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патрона на конический хвостовик 1 шпинделя дрели или станка патроны снабжаются коническим отверстием.
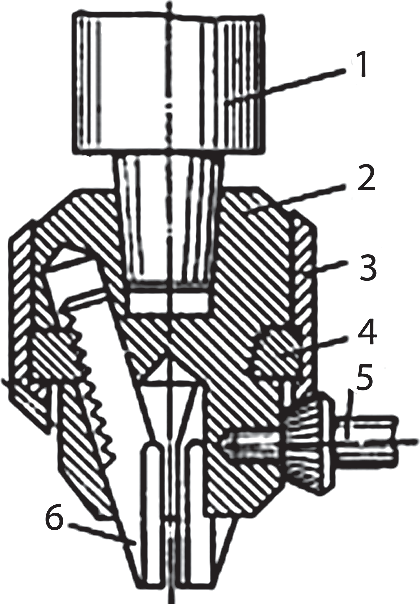
Рис. 2. Сверлильный кулачковый патрон
2. Технология и приемы сверления
Перед началом сверления дрелью сверло приводится во вращение. Сверло плавно (без удара) подводят к закрепленной заготовке и производят совмещение сверла с накерненным центром отверстия и сверлят на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают сверло и проверяют точность расположения надсверленного отверстия.
Для того, чтобы сверло не сместилось, рекомендуют произвести предварительно сверловку заготовки сверлом небольшого диаметра 2–5 мм. Благодаря этому при окончательном рассверлении отверстия поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси отверстия на заготовке при окончательном сверлении.
При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4–1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином, в которую окунают сверло или поливают сверло из масленки.
При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам.
Размеры отверстия при сверлении получаются больше заданных, если режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводят к поломке инструмента.
Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра. При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки.
Установка и закрепление заготовок на столе сверлильного станка могут быть выполнены по-разному. Это зависит от размеров, конфигурации и массы заготовки, а также от диаметра обрабатываемого отверстия и др.
Мелкие детали при сверлении в них отверстий диаметром до 10 мм обычно закрепляют в ручных тисках или удерживают от проворота плоскогубцами. При обработке отверстий большего диаметра заготовка должна закрепляться более надежно, например в машинных тисках. Перед установкой машинных тисков на столе станка тщательно освобождают его от стружки, очищают поверхность стола от загрязнений, протирают и смазывают маслом опорные плоскости. После выверки тисков относительно шпинделя станка крепят их к поверхности стола станочными болтами, заведенными в Т-образные пазы стола. При сверлении отверстий малого диаметра тиски можно не крепить.
Заготовки, не помещающиеся между губками тисков, закрепляют прижимными планками к поверхности стола или приспособления.
При обработке сквозных отверстий необходимо учитывать возможность выхода режущего инструмента из отверстия без повреждения поверхности стола или приспособления, или самого инструмента.
При сверлении ось сверла должна быть перпендикулярна к поверхности, на которой сверлят отверстие. Если это не обеспечено, то ось отверстия будет расположена косо и возможна поломка сверла.
Перед началом работы стол станка и опорные поверхности приспособлений нужно очищать от стружки и других посторонних предметов.
Под деталь при сверлении сквозных отверстий (рис. 3, а) следует подкладывать деревянную подкладку, а для точных деталей – стальное кольцо или плитку с отверстием для прохода сверла.
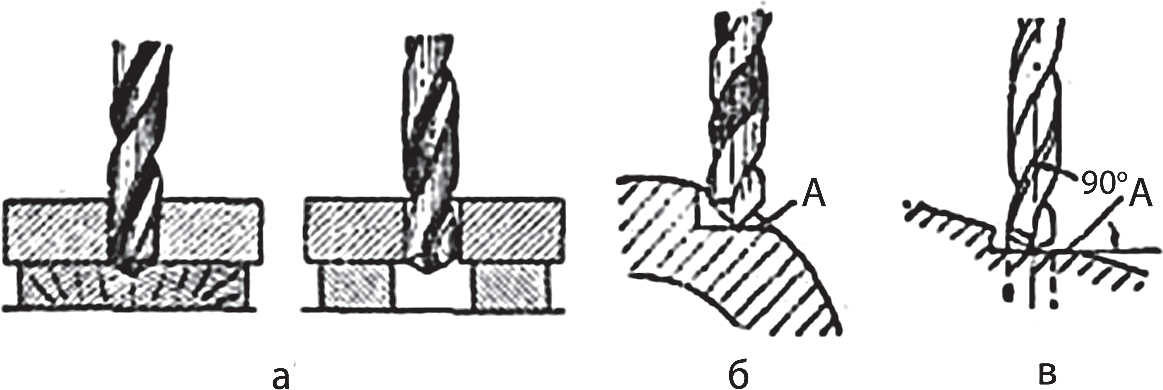
Рис. 3. Сверление отверстий насквозь (а), на цилиндрической (б) и наклонной поверхностях (в)
При сверлении отверстий на цилиндрической или наклонной поверхности так, как это показано (рис. 3, б, в), необходимо предварительно подготовить площадку А. Эту площадку можно выполнить фрезерованием или засверловкой перпендикулярно к поверхности и лишь после этого сверлить отверстие. Различают сверление по разметке и сверление по кондуктору.
Сверление по разметке. Центр отверстия накернивают кернером с углом заострения, примерно равным углу при вершине сверла. Обрабатываемую заготовку закрепляют так, чтобы центр отверстия и вершина сверла совпадали.
Вначале при небольшой ручной подаче просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла, и затем осматривают полученную окружность. Если полученная окружность не сместилась относительно центра разметки, то сверление продолжают. Если же центр сверления сместился, то слесарным канавочником с полукруглым лезвием прорубают канавку от центра сверления в сторону, куда нужно сместить центр сверла. После этого вновь накернивают в прорубленной канавке смещенный центр отверстия и начинают сверление. При сверлении глубоких отверстий спиральным сверлом следует периодически, не останавливая станка, выводить сверло из отверстия и удалять стружку из канавок.
При сверлении необходимо охлаждать стальное сверло. Для этого достаточно окунать сверло малого диаметра в охлаждающую жидкость, когда его выводят из отверстия для освобождения от стружки. При сверлении отверстий большого диаметра охлаждающую жидкость подают в зону сверления.
Точность сверления можно повысить примерно на 50%, если сначала просверлить отверстие сверлом меньшего диаметра, а затем – сверлом требуемого диаметра. При втором сверлении давление подачи уменьшается на 70–80%.
В конце сверления сквозного отверстия во избежание поломки и заедания сверла следует выключить автоматическую подачу и вручную аккуратно закончить сверление. Прежде чем остановить станок, необходимо вывести сверло из отверстия. Сверление по сопрягаемой детали или по кондуктору. По разметке сверлят отверстие только в одной детали. Затем через просверленные отверстия размечают и затем накернивают отверстия в другой сопрягаемой детали, как по шаблону, либо непосредственно просверливают отверстия в другой сопрягаемой детали.
Если необходимо просверлить в цилиндрической детали отверстие, смещенное относительно центра детали, то предварительно во втулке, которая плотно сидит на валу, сверлят смещенное на нужную величину А отверстие (рис. 4, а). Затем в нужном положении закрепляют вал со втулкой и через предварительно подготовленное отверстие во втулке, как по шаблону, производят сверление отверстия в валу.
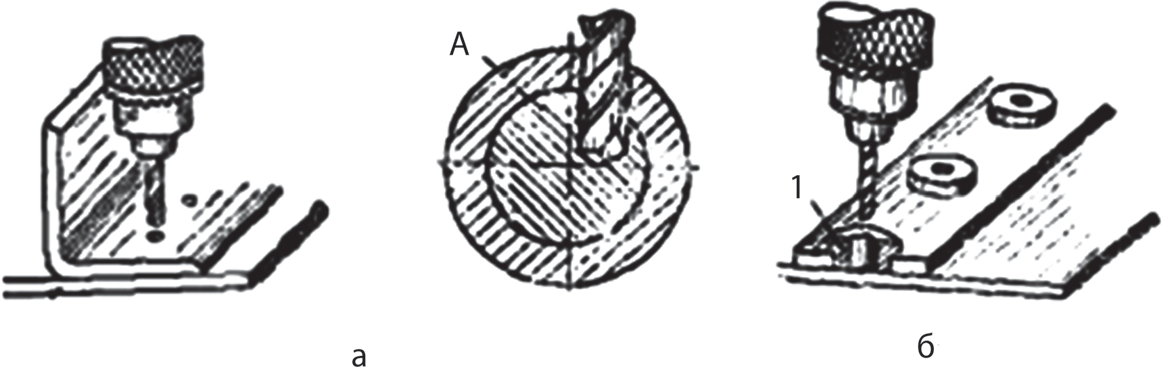
Рис. 4. Сверление отверстий по шаблону (а) и по кондуктору (б)
В кондукторе (рис. 4, б) заранее расточены отверстия точно на таком расстоянии, на каком они должны быть расположены в детали. В эти отверстия кондуктора вставлены стальные закаленные кондукторные втулки 1 с внутренним диаметром, равным диаметру сверла.
После наложения (закрепления) кондуктора на детали сверло пропускают последовательно через каждую кондукторную втулку и сверлят отверстия.
Этот способ обеспечивает более полное совпадение осей отверстий, чем при разметке.
Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные (рис. 5, а). Припуск под зенкерование (после сверления) равен 0,5–3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5– 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием), так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей.
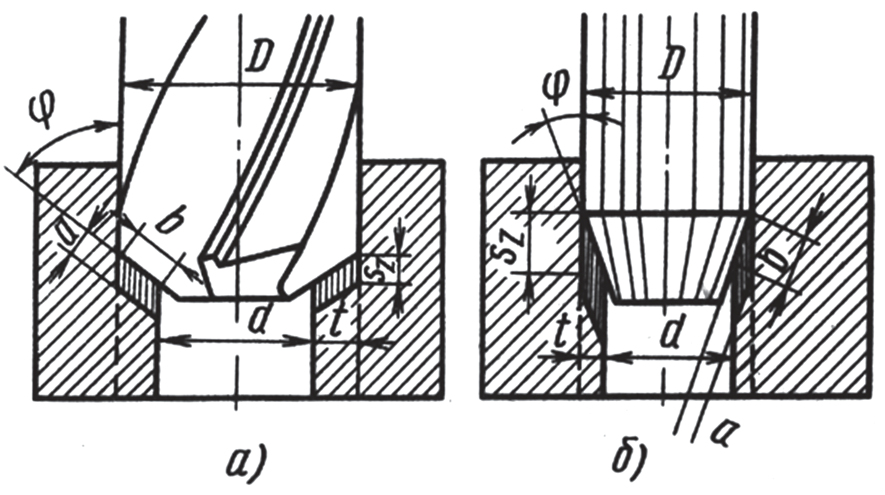
Рис. 5. Элементы резания при зенкеровании (а) и развертывании (б): а и b – толщина и ширина среза, S – подача, t – глубина резания
Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно его растачивают (резцом) до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (σв>750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2–3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20–30%.
Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15–0,5мм для черновых разверток и 0,05–0,25 мм для чистовых разверток (рис. 5, б).
При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество oбpаботки, сверление, зенкерование (или растачивание) и развертывание отверстий производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5–2 мм/об, чугунных – 1–4 мм/об. Скорость резания при развертывании 6–16м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают.
Обработка отверстий малых диаметров
Отверстия малых диаметров в корпусных деталях бывают гладкими и резьбовыми. Гладкие отверстия могут быть точными (от 9-го квалигета и точнее) или не точными. Но, как правило, отверстия малых диаметров нс должны иметь столь точное координатное расположение, как отверстия большого диаметра, в которых располагаются опоры валов, несущих зубчатые передачи. Если эти отверстия используются для крепления различных конструктивных элементов, то расстояние между ними колеблется в пределах от ±0,15 до ±0,25 мм в зависимости от величины этого расстояния.
Более широкий допуск позволяет изменить схему обработки по сравнению с отверстиями с более точным координатным расположением осей. Но если начинать обработку со сверления, то такое начало может не дать требуемого координатного положения обработанных отверстий. Сверло в первоначальный момент работы соприкасается с обрабатываемой поверхностью перемычкой, которая затрудняет врезание инструмента в металл. Вершина сверла имеет тенденцию соскользнуть в сторону. В дальнейшем также сохраняется вероятность увода сверла в сторону в связи с неравной протяженностью обеих режущих кромок.

Рис. 13.41. Сверление после центрования
Длительное время повышение стабильности положения отверстий малого диаметра достигалось единственным способом — путем использования в качестве первого инструмента центровочного сверла. Задача центровочного сверла — создать в точном координатном положении лунку диаметром Д которая направит в дальнейшем сверло 1 диаметром DCB и обеспечит стабильное положение отверстия в корпусе 2 с допуском ±0,15 мм (рис. 13.41). Одним центровочным сверлом можно просверлить все отверстия в корпусной детали, независимо от их диаметра, изменяя только глубину центрования.
Чем больше диаметр отверстия, тем больше должна быть эта глубина. Правило следующее: ширина перемычки должна разместиться в лунке, созданной конусом центровочного сверла.

Рис. 13.42. Порядок обработки не точных отверстий малого диаметра
Отверстия для прохода крепежных винтов с зазорами от 0,5 до 2,0 мм после центрования обрабатывают сверлением окончательно (рис. 13.42). Схема обработки гладких точных отверстий представлена на рис. 13.43.

Рис. 13.43. Порядок обработки точных отверстий малого диаметра
Для обработки гладких отверстий 5—7-го квалитетов точности можно предложить следующую схему обработки: центрование — сверление — зен- кование фаски — предварительное развертывание — окончательное развертывание, т.е. действует известное правило четырех инструментов.
Зенкование выполняется зенковкой, которая является коническим зенкером, предназначенным для обработки фасок в отверстиях. Если сверление происходит достаточно успешно, а это бывает в случае качественной заточки сверла, обеспечившей симметричное расположение перемычки и равенство обеих режущих кромок, то можно обойтись одним развертыванием вместо двух.
Отверстия 10-го квалитета можно зенкеровать без использования развертывания (рис. 13.44).

Рис. 13.44. Порядок обработки отверстий малого диаметра 10-го квалитета

Рис. 13.45. Ручное обратное цекование
В конструкции часто встречаются винты, головки которых спрятаны в выточку корпусной детали, именуемую цековкой. Точно такое название (нековка) имеет инструмент для их образования. Этот инструмент является зенкером, имеющим направляющую часть по диаметру ранее просверленного отверстия. Если выточка находится со стороны захода режущего инструмента (прямая цековка), то никаких трудностей в ее обработке на станке с ЧПУ не возникает. Но зачастую в конструкции деталей имеются обратные нековки.
При работе на станках с ручным управлением (рис. 13.45) для их образования через просверленное отверстие в корпусе 4 вводится оправка 3. Затем на оправку рабочий надевает и скрепляет с ней шпилькой 2 режущую часть 1 инструмента, представляющую собой зенкер с возможностью выполнять резание по периферии и торцу. Включает вращение шпинделя, и движение подачи на стенку корпуса производит образование цековки. Затем отводит режущую часть инструмента от заготовки, ручной съем с оправки, вывод оправки из отверстия.
На станках с ЧПУ необходимо беспрерывно работать в автоматическом режиме и не заниматься никакими ручными работами. Можно предложить инструменты, которые будут беспрепятственно проходить через просверленные отверстия, затем раскрываться, обрабатывать цековку, вновь сворачиваться и выходить из отверстия. Выше были показаны головки фирмы E?ix, использующие для изменения своего состояния комбинацию центробежных сил и инерции. Головки этой фирмы отличаются простотой конструкции, состоят из трех деталей: оправки, режущей пластины и оси, на которой пластина может поворачиваться на 90°. В исходном состоянии режущая пластина не выходит за пределы диаметра оправки, что позволяет вводить инструмент в отверстие. Затем включается вращение в том направлении, которое позволяет головке раскрыться за счет поворота режущей пластины. Закрывается головка при реверсировании вращения шпинделя, после чего ее выводят из отверстия.
Нарезание резьбы в отверстиях корпусных деталей производится либо с использованием метчиков, либо фрезерованием (рис. 13.46).
На рис. 13.47 приведена блок-схема нарезания резьбы.
Нельзя ли обходиться не двумя, а одним метчиком, который называется машинным? Можно, если к качеству резьбы не предъявляются повышенные требования. Но если оговорен квалитет точности резьбы 6-й или 7-й, использование комплекта метчиков является обязательным.

Рис. 13.46. Инструменты для нарезания резьбы в отверстиях

Рис. 13.47. Нарезание резьбовых отверстий набором из двух метчиков
Для образования резьбового отверстия с использованием метчиков нужно выполнить следующие технологические переходы:
- — центрование;
- — сверление;
- — зенкование фаски на торце;
- — нарезание резьбы первым метчиком путем завинчивания метчика в отверстие;
- — реверсирование вращения шпинделя, что приводит к выведению метчика из отверстия;
- — прорезаиие резьбы вторым метчиком;
- — реверсирование вращения шпинделя и вывод метчика из отверстия.
Таким образом, для получения резьбового отверстия необходимо
использовать пять режущих инструментов: центровочное сверло, цилиндрическое сверло, зенковку, два метчика.
Все эти работы, включающие смену инструментов, изменения направления и частот вращения шпинделя, величин подач выполняются единым технологическим циклом управляющей программы, что особенно удобно при обработке в заготовке нескольких отверстий с одинаковым размером резьбы.
Резьбонарезной патрон (рис. 13.48, а) снабжен устройством предохранения метчиков от поломок. Оно состоит из двух частей: предохранительной муфты и устройства осевой компенсации.
Предохранительная муфта встроена в сменные головки (рис. 13.48, б).
При превышении отрегулированного крутящего момента предохранительная шариковая муфта внутри головки начинает проскальзывать, раздается характерное пощелкивание, вращение метчика прекращается.

Рис. 13.48. Резьбонарезной патрон:
а — набор из патрона и сменных головок, 6 — сменная головка
Осевая компенсации положения позволяет метчику смещаться в осевом направлении при разнице запрограммированной и фактической подач. Фактическая подача равна шагу резьбы, а программируемую подачу следует задавать меньшей но величине, чем шаг резьбы. В момент встречи метчика с заготовкой происходит сжатие пружины патрона и осевое смещение метчика, затем, благодаря указанной разнице подач, метчик постепенно восстанавливает среднее осевое положение.
Для вывинчивания метчика из отверстия после нарезания резьбы обычно производят реверсирование вращения шпинделя. Но имеются резьбонарезные патроны, в которых происходит реверсирование вращения инструмента без изменения направления вращения шпинделя (рис. 13.49).

Рис. 13.49. Реверсивный резьбонарезной патрон
Работа таких патронов основана на том, что изменение направления вращения выходной части патрона происходит при увеличении нагрузки на метчик, как это показано на рис. 13.50.

Рис. 13.50. Схема работы реверсивного резьбонарезного патрона
При обработке глухих отверстий переключение происходит автоматически в момент упора метчика в дно отверстия. При нарезании резьбы в сквозных отверстиях необходимо выполнить настройку патрона, заключающуюся в том, что в момент нарезания метчиком всей длины резьбы рычаг патрона упирается в торец заготовки и производит включение в зубчатых передачах патрона паразитного колеса.
Кроме режущих метчиков используются бесстружечные, которые раскатывают резьбу (рис. 13.51). Такие метчики не имеют режущих стружечных канавок, они похожи на винты.

Рис. 13.51. Бесстружечный метчик
Конструкция бесстружечных метчиков по ГОСТ 18844—73 показана на рис. 13.52, с размерами можно ознакомиться в стандарте. Отверстие под раскатывание резьбы делают равным не внутреннему диаметру резьбы, а близким к среднему. Во избежание поломок инструментов раскатывание резьбы широко используют на заготовках из цветных металлов и сплавов, когда усилие образования резьбы значительно меньше, чем при нарезании.

Рис. 13.52. Бесстружечный метчик по ГОСТ 18844—73
К факторам, влияющим на точность и качество раскатанной резьбы, следует отнести выбор диаметра отверстия, скорости обработки и СОЖ. Одним из самых основных условий, обеспечивающих точность и качество выдавленной резьбы, является правильный выбор диаметра отверстия под раскатывание.
Весьма перспективным является нарезание резьбы в отверстиях методом фрезерования. По сравнению с нарезанием резьбы метчиками у фрезерования есть ряд преимуществ:
- — более свободное резание с точки зрения схода стружки;
- — использование твердых сплавов для изготовления инструментов;
- — независимость скорости резания от осевого перемещения инструмента;
- — работа с высокими скоростями резания;
- — диаметр нарезаемой резьбы не зависит от диаметра режущего инструмента;
- — достижение требуемого размера производится вводом коррекции положения режущего инструмента;
- — возможность нарезать резьбу почти до самого дна в глухих отверстиях.
Все перечисленное свидетельствует о том, что эффективность резьбо- фрезерования значительно выше, чем нарезание резьбы метчиками.
На рис. 13.53 показано фрезерование резьбы цилиндрической фрезой, имеющей кольцевые зубья. Если фреза достаточно протяженная и ее режущая часть превышает длину резьбовой части отверстия, то достаточно, чтобы ось фрезы осуществила один оборот в режиме винтовой интерполяции:
- — по координатным осям X и Y выполняется круговая интерполяция;
- — одновременно осуществляется перемещение фрезы по оси Z на шаг резьбы.
Вначале сверлят отверстие. По управляющей программе резьбовая фреза опускается по оси Z в отверстие на нужную глубину резьбы. Включается вращение фрезы и смещение ее оси в угловом положении 0° до касания зубьями поверхности просверленного отверстия. Затем на участке 1—2 до углового положения 90° происходит врезание по дуге на высоту витка резьбы. Фреза одновременно поднимается на четверть шага Р/А.

Рис. 13.53. Нарезание резьбы цилиндрической фрезой
На участке 2—3 ось фрезы делает по траектории т полный оборот, при этом фреза одновременно поднимается на шаг резьбы Р. Выходит фреза из профиля на участке 3—4 по дуге в 90°.
Такой способ нарезания резьбы можно реализовать на современных станках типа обрабатывающих центров, в которых устройство ЧПУ способно осуществлять интерполяцию по трем координатным осям X, Y и Z.
Экономичны резьбовые фрезы с неперетачиваемыми пластинами твердого сплава (рис. 13.54). Они могут иметь сверхтвердые покрытия, позволяющие работать с высокими скоростями резания при высокой стойкости.
При нарезании резьбы в глубоких отверстиях возникают отжимы, которые могут привести к образованию конусности. В этом случае целесообразней использовать одновитковые фрезы (рис. 13.55).

Рис. 13.54. Резьбовые фрезы с пластинами твердого сплава

Рис. 1355. Однови гковые резьбовые фрезы


Рис. 13-56. Комбинированный резьбовой инструмент
Весьма эффективным современным режущим инструментом для образования резьбы в отверстиях является многофункциональный комбинированный инструмент, который совмещает в себе сверло, зенковку, резьбовую фрезу и, соответственно, заменяет четыре режущих инструмента: сверло, зенковку и два метчика (рис. 13.56).
Инструмент работает следующим образом.
Вначале осуществляет сверление отверстия на глубину, равную двум диаметрам резьбы. В конце хода коническая часть инструмента образует фаску на торце отверстия. Выполнена работа сверла и зенковки. Далее начинается работа многониточной резьбовой фрезы. В режиме винтовой интерполяции с малым углом поворота инструмент врезается в поперечном направлении на величину высоты витка резьбы, далее ось совершает один оборот в режиме винтовой интерполяции. Затем инструмент вновь возвращается на ось также в режиме винтовой интерполяции и выводится из отверстия на быстром ходу.
По сравнению с нарезанием резьбы метчиками повышается производительность труда за счет уменьшения числа смен инструментов, использования высоких скоростей резания и уменьшения пути перемещения инструментов.
Фаска на торце отверстия необходима не только для облегчения ввода метчика. Если фаски не будет, то при стягивании винтом двух деталей произойдет выпучивание резьбы и нарушится плотность стыка.
Лайфхаки со сверлами, о которых не знают даже опытные мастера
Казалось бы, что нет ничего проще, чем сверлить отверстия при помощи дрели или перфоратора. Но стоит признать, что при этом возникает немало трудностей. В нашей статье мы попытаемся описать наиболее интересные хитрости (лайфхаки) со сверлами, который облегчат вам работу с ними.

Общие лайфхаки со сверлами
- Выполнение сквозных отверстий.
При сверлении отверстий сверло может «гулять». Без подкладки на выходе будут образовываться неровные скосы. Поэтому сквозное отверстие необходимо выполнить с двух сторон заготовки.
Для того, чтобы просверлить отверстие под углом, необходимо применить шаблон. Для этого берем небольшой деревянный брус и размечаем на нем с двух сторон центр. По полученным разметкам выполняем сверление. Далее разрезаем заготовку под необходимым углом на станке. Прижав полученный шаблон к детали, сверлим отверстие. Если нужно прижать шаблон струбциной, сделаем еще один пропил с противоположной стороны.

- Советы по предотвращению прокрутки сверла.
Сверла большого диаметра могут иногда прокручиваться в патроне. Его хвостовик со временем изнашивается. В этих случаях сразу приобретите сверла, у которых хвостовики фрезерованы. Не стоит пытаться сделать самому, поскольку такие самодельные сверла не дают желаемого эффекта.
- Сверла нестандартного диаметра.
Некоторые патроны имею ограничения. Например, они не могут зажимать очень тонкие сверла. В таких случаях можно использовать медную жилку многожильного кабеля. Намотав ее на сверло, зажмите полученную деталь в патроне. Можно использовать и алюминиевую фольгу.
- Сверление двух отверстий.
Часто необходимо просверлить два находящихся рядом отверстия, но возникает проблема, поскольку сверло «уходит» в отверстие, которое уже просверлили. Чтобы не допустить этого, необходимо забить в первое отверстие деревянную пробку.

Завернув магнит в бумагу и положив рядом с местом сверления, мы избежим попадания стружек на пол. Все они прилипнут к магниту, и их легко собрать и выкинуть в мусор.
Для изготовления масленки необходим водопроводный сгон и две заглушки. Закручиваем одну и заполняем сгон какой-нибудь пастообразной смазкой (например, солидол). Такое приспособление применяется для смазки сверла при сверлении металла, а также хвостовиков буров для перфоратора.
- Изготовление самодельного корончатого сверла.
При сверлении тонколистного металла, обычное сверло на выходе теряет центровку и начинает крошить край. В таких случаях используют корончатое сверло. Его можно получить из обычного сверла. Для этого необходимо углубить посередине режущую кромку и выточить боковые резцы так, чтобы они были ниже центра на 1.5 миллиметра. Чтобы это сделать, подводим сверло к заточке, опуская хвостовик вниз с одновременным подкручиванием сверла по часовой стрелке. Носик сверла необходимо заточить.
- Удаление стружек из труднодоступных мест.
Удалить стружки можно при помощи воздуховода дрели, через который удаляется теплый воздух.
- Определение диаметра сверла.
Диаметр сверла можно определить без специальных инструментов. Для этого с помощью разводного ключа зажимаем сверло, затем вытаскиваем и с помощью линейки измеряем расстояние между концами ключа.
Хитрости при сверлении различных материалов
- Выполнение отверстий по керамике. Для предотвращения скольжения сверла на гладкой керамике, делают бороздки, используя кернер, и только потом делают отверстия по ним. Также можно применить малярный скотч или шаблон. Чтобы не допустить трещин необходимо, во-первых, поместить плитку в воду как минимум на час, во-вторых, необходимо сверлить на малых оборотах. От конца плитки до места отверстия не должно быть менее 15 мм.
- Сверление отверстий в металле.
Для сверления ручной дрелью отверстия в металлическом пруте или в трубке необходимо:
- Проделать в деревянном бруске отверстие соответствующего диаметра;
- Вставить трубку;
- Сверлить её через брусок, чтобы он не соскользнул.
При сверлении мелких деталей из листов необходимо подложить под них наждачную бумагу, чтобы они не прокручивались.

- Выполнение отверстий в деликатных материалах.
При сверлении деликатных материалов необходимо подложить подкладку, чтобы избежать повреждений. Подкладку можно вырезать из войлока или фетра и обернуть им на сверло.
- Выполнение отверстий в резиновых материалах.
Для сверления резины необходим применить острые пробочные сверла, предварительно смоченные раствором щёлочи или аммиака.
Резюмируя хотелось бы отметить, что, как и любой инструмент, сверла требуют бережливого отношения. Тогда они прослужат вам долго и эффективно.

