

Состав газобетона: компоненты и технология производства
Газобетон является пористым материалом и относится к ячеистым бетонам, делится на автоклавный и неавтоклавный. Различия в плане состава между ними незначительны, но в процессе производства разница существенна.

Компоненты газобетона:
- Портландцемент высокой марки (35%).
- Песок очень мелкой фракции (35%).
- Измельченная известь (1%).
- Алюминиевая пудра (0.05%).
- Вода (28%).
Чем лучше измельчены все компоненты, тем прочнее получается газобетон.
Сама технология изготовления газобетона заключается в смешивании наполнителей (цемента и песка) с газообразующими добавками (известь и алюминиевая пудра). После их перемешивания, между алюминиевой пудрой и известью начинается химическая реакция с выделением газа – водорода. Именно этот газ и создает в газобетоне поры, которые обеспечивают хорошую теплоизоляцию и легкий вес.
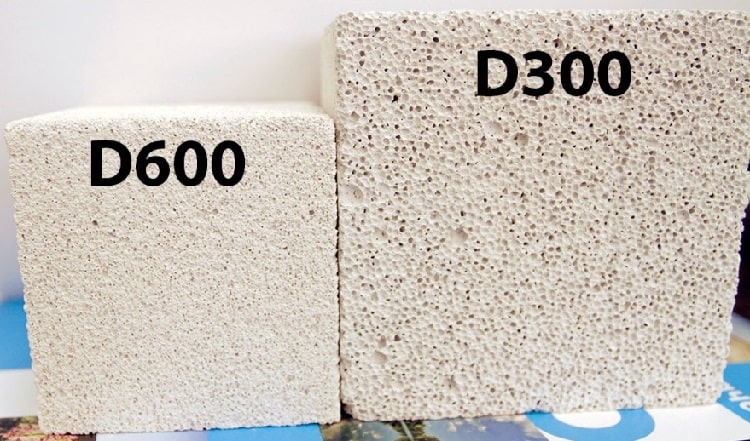
Меняя количество газообразующих добавок, можно добиться различной плотности газобетона, то есть, чем больше газа в бетоне, тем он легче, соответственно, меньше его плотность и прочность. На рынке стройматериалов можно найти газобетон плотностью от D150 до D700.
Газобетон хорош тем, что поры в его составе распределены очень равномерно, что обеспечивает одинаковую прочность и теплопроводность по всей толщине блоков.

После процесса газообразования и первичного схватывания смеси, общий массив разрезается струной на отдельные блоки нужной толщины. Далее газоблоки набирают прочность.
Что такое автоклавирование газобетона
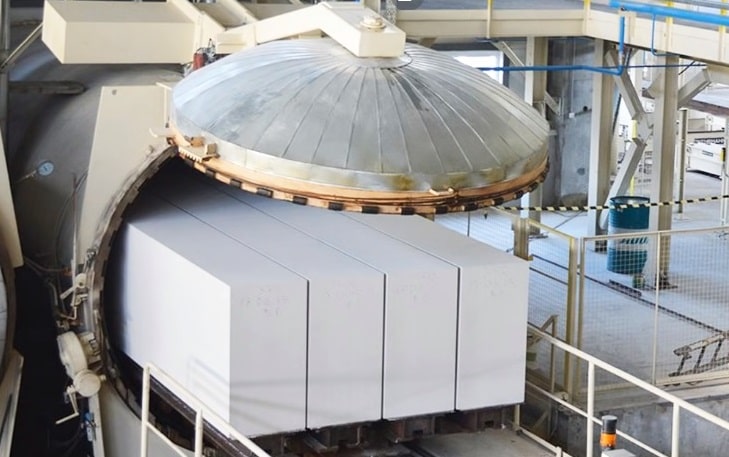
Если мы говорим про автоклавный газобетон, то он обязательно проходит процесс автоклавирования. Автоклавами называют большие емкости, в которых создается высокая температура (160-180 С) и давление насыщенного водяного пара.

Процесс автоклавирования длится около 12 часов, и его задача заключается в быстром наборе прочности газобетона. Обычный тяжелый бетон набирает 70% своей марочной прочности примерно через месяц, но если увеличить температуру до 180 градусов, то прочность наберется в 100 раз быстрее.
Это решает сразу несколько проблем: усадка блоков отсутствует, не требуется время для набора прочности газобетона. Далее газобетон упаковывают в защитную пленку и развозят заказчикам.
Свежий автоклавный газобетон является очень влажным, воды в нем около 30-40%. Из-за влаги, его плотность значительно выше заявленной. По этому, перед отделочными работами, выложенная газобетонная стена должна просохнуть хотя бы два сезона.
Автоклавный газобетон имеет более высокую прочность, в отличии от неавтоклавного.
В научной терминологии, автоклавный газобетон называют тоберморитом – искусственным пористым камнем. Так как камни являются минералами, то они абсолютно экологичны. Газобетон не выделяет никаких вредных веществ, и не является радиоактивным.

Отличия газобетона и пенобетона
В плане наполнителей эти ячеистые бетоны похожи, отличие в газообразующих добавках. Если в газобетоне пузыри образуются из-за выделяющихся пузырей газа, то в пенобетоне из-за пены, которую добавляют в смесь отдельно. Проблемой пенобетона может быть его неоднородность, то есть, в одном месте пузырей будет больше, а в другой – меньше.
Процесс изготовления пенобетона намного проще, из-за чего его производством занимаются в гаражных условиях. Доверие к качеству заводского автоклавного газобетона и его составу намного выше. Прочность и геометрия автоклавного газобетона лучше, чем у пенобетона.
Из чего состоит газобетон(видео)
Как изготовить газобетон?

Газобетон – один из видов ячеистого бетона, который отличается высокими техническими характеристиками, при этом его цена очень бюджетна. Этот строительный материал можно легко изготовить самостоятельно при помощи специального оборудования.
Изготовление
Самостоятельное производство газобетона может стать подспорьем не только при малоэтажном индивидуальном строительстве, но и даст возможность открыть собственное дело.
Эти строительные блоки очень популярны, так как имеют следующие свойства:
- низкая плотность, которая почти в пять раз меньше, чем у классического бетона и в три раза, чем у кирпича;
- водопоглощение составляет около 20%;
- теплопроводность составляет 0,1 Вт/м3;
- выдерживает более 75 циклов разморозки/заморозки (а это в 2 раза выше, чем показатель кирпича);
- высокая прочность при сжатии позволяет возводить двух- и трехэтажные дома;


- отличная звукоизоляция благодаря пористой структуре;
- высокий класс огнестойкости;
- с материалом легко работать – пилить, забивать гвозди;
- безопасен как для человека, так и для окружающей среды, так как в составе нет вредных компонентов;
- возможно создание монолитно-литой конструкции на основе газобетонных блоков.
Изготовление строительных газоблоков по силам даже новичку. Вся выгода самостоятельной работы заключается в высокой производительности, простой схеме изготовления, доступных и недорогих материалах для раствора, при этом в итоге получается строительный материал очень достойного качества с отличными техническими характеристиками.



Оборудование и технология
Существует несколько вариантов вида линии для производства газобетонных блоков в зависимости от объемов и условий размещения.
- Стационарные линии. Размещаются для выработки от 10-50 м3 блоков в сутки. Для работы такого оборудования необходимо 1-2 работника.
- Линии по типу конвейера. Выпускают около 150 м3 в сутки, что обеспечивает регулярные большие объемы продукции.
- Мобильные установки. Используются для самостоятельного изготовления блоков из газобетона в любом месте, в том числе непосредственно на строительной площадке.
- Мини-линии. Это автоматизированный комплекс для производства до 15 м3 в сутки газобетонных блоков. Сама установка занимает около 150 м2. Для работы линии необходимо 3 человека.
- Мини-завод. Эта линия способна обеспечить выработку газоблоков до 25м3. Также необходим труд 3 рабочих.





Наиболее выгодным и надежным считается стационарное оборудование, так как все тяжелые этапы здесь автоматизированы и ручной труд необходим не постоянно. В этих линиях используется передвижной смеситель, специальный комплекс для подготовки и хранения раствора, нагрева воды и конвейер для подачи компонентов к дозатору. Стационарные линии производительны (до 60 м3 готовых блоков в сутки), но требуют для установки большие площади (около 500 м2) и очень дороги.
Цены производителей данных линий в России стартуют от 900 тыс. рублей, оборудование же зарубежного производства обойдется еще дороже.
Конвейерные линии реализуют принципиально иную модель производства – дозатор и смеситель газобетона не двигаются, перемещаются только формы. Процесс полностью автономен, но из-за высоких показателей производства обслуживать такой процесс самостоятельно будет затруднительно – потребуются силы 4-6 человек. Размещается на площади от 600 м2, его стоимость стартует с 3000000 рублей. Такой вариант подходит для тех, кто планирует производить блоки с целью их дальнейшей продажи.


Мобильные линии являются оптимальным вариантом для самостоятельного производства блоков для индивидуального строительства. Основное преимущество – компактность оборудования, станок занимает всего 2х2 м2. Его можно разместить в любом удобном месте: на строительной площадке, в гараже и даже дома. Состоит линия из компактного смесителя, компрессора и соединительного рукава, который позволяет наполнять несколько форм сразу. Обслуживается оборудование силами одного человека. Цены на мобильные установки не превышают 60 тыс. рублей и потребляют сравнительно мало электроэнергии.


Мини-линии могут быть стационарного и конвейерного типа. Такие заводы производят российские компании «Иннтехгруп», «Кировстройиндустрия» и «Алтайстроймаш». Комплектация разных изготовителей может немного отличаться, но основные компоненты (смеситель, станок для резки блоков и формы) есть у всех моделей. Могут занимать площадь от 10 до 150 м2. Также необходимо будет организовать отдельное место для просушивания газоблоков. Мини-заводы очень часто выступают стартовой площадкой для тех, кто решил изготавливать и продавать блоки из газобетона. Большинство отечественных производителей данного оборудования не комплектуют его автоклавами. Однако, на первых этапах можно обойтись и без него. Он позволяет значительно сократить время просушки блоков и увеличить суточную выработку завода.


Как сделать в домашних условиях?
Своими руками производить газобетонные блоки очень выгодно не только для индивидуальных нужд, но и для продажи и организации небольшого бизнеса. Сырье и инструменты для изготовления этого строительного материала можно приобрести с рук, в специализированных магазинах или напрямую у завода-изготовителя.
Некоторые умельцы самостоятельно изготавливают формы для блоков, что позволяет сэкономить на их покупке.
Сделать газобетон можно двумя способами: с применением автоклава и без него. Первый вариант предполагает покупку специального оборудования, в котором происходит «запекание» газобетонных блоков под высоким давлением и температурой. Благодаря этому воздействию в порах бетона появляются мельчайшие пузырьки газа, которые улучшают технические характеристики получаемого материала. Такие блоки обладают большей прочностью и сроком эксплуатации. Однако, этот способ не подходит для домашнего применения, так как автоклав недешев, а также в силу того, что правильно организовать технологию самостоятельно будет затруднительно.


Поэтому для изготовления блоков своими руками подходит второй способ, без применения автоклавного оборудования. При таком варианте сушка газобетона проходит в естественных условиях. Такие блоки по прочности и некоторым другим характеристикам немного уступают автоклавным блокам, но вполне подходят для индивидуального строительства.
Для самостоятельного устройства установки по изготовлению газобетона потребуются следующие инструменты:
- формы для бетонной смеси;
- бетономешалка для приготовления раствора;
- лопата;
- металлическая струна.
Можно также приобрести специальное оборудование, которое самостоятельно дозирует и подготавливает смесь – это значительно ускорит процесс производства материала.



Технология самостоятельного производства газобетонных блоков имеет три обязательных этапа.
- Дозирование и смешивание сухих компонентов в необходимой пропорции. На этом шаге важно точно следовать выбранной дозировке, так как при изменении соотношения компонентов можно получить разный по техническим характеристикам бетон.
- Добавление воды и перемешивание раствора до однородного состояния. На этом этапе поры, образовавшиеся в смеси, должны равномерно распределиться, поэтому желательно использовать бетономешалку.
- Наполнение форм. Специальные отсеки заполняются раствором лишь наполовину, так как в первые несколько часов продолжается активное образование пузырьков газа, а смесь увеличивается в объеме.
Далее по прошествии 5-6 часов после заполнения форм с блоков срезают излишки смеси при помощи металлической струны. Затем блоки остаются в формах еще на 12 часов. Можно оставить их на строительной площадке или в помещении. После предварительного застывания блоки можно извлечь из контейнеров и оставить сушиться в течение нескольких дней и только потом складировать их на хранение.
Окончательную прочность газобетон набирает через 27-28 суток после изготовления.




Формы и компоненты
Немаловажным этапом в самостоятельном изготовлении блоков из бетона является выбор подходящих форм.
Контейнеры для заливки газобетона могут быть следующими.
- Разборные. Можно убрать борта на любом этапе застывания блока. Эти конструкции требуют дополнительных физических сил.
- Колпачные. Снимаются полностью при помощи механизированных систем.


Материал изготовления форм может быть различным: металл, пластик и дерево. Наиболее востребованы металлические контейнеры, так как они отличаются своей долговечностью и прочностью. Их выпускают двух видов в зависимости от объема (0,43 и 0,72 м3). Какой бы рецепт ни был выбран для изготовления блоков, сырье требуется одинаковое.
Компонентами для производства газобетона выступают:
- вода (расход 250-300 л на м3);
- цемент (расход 260-320 кг на м3);
- песок (расход 250-350 кг на м3);
- модификатор (2-3 кг на м3).
К сырью для производства блоков предъявляются некоторые требования. Вода должна быть средней жесткости с минимальным показателем засоленности. Цемент для смеси должен соответствовать ГОСТу. Следует отдавать предпочтение портландцементу марок М400 и М500. В качестве наполнителя может выступать не только речной или морской песок, но и зола, отработанный шлак, доломитовая мука, известняк. Если используется песок, то он не должен содержать органических включений, большого количества ила и глины. Чем меньше фракция наполнителя, тем более гладкой будет поверхность блоков. В качестве модификатора, с целью ускорения созревания газобетона могут выступать: гипс-алебастр, хлористый кальций и жидкое стекло.

Производство блоков из бетона своими руками – длительный, но не очень сложный процесс, который позволит значительно сократить расходы на строительные материалы. При соблюдении пропорций и технологии изготовления газобетонные блоки практически не уступают по своим показателям заводским и могут смело использоваться для малоэтажного строительства.
О том, как производится газобетон на мини-линии, смотрите в следующем видео.
Технология изготовления автоклавного газобетона
Газобетон – это легкий искусственный материал, полученный в результате твердения поризованной смеси, состоящей из гидравлических вяжущих веществ, тонкомолотого кремнеземистого компонента, воды и добавки газообразователя.
Для изготовления изделий из ячеистого бетона можно применять различные сырьевые материалы, но наибольшее распространение получили следующие:
– портландцемент ПЦ 400 – ПЦ 500, без активных минеральных добавок;
– известь негашеная кальциевая с содержанием CaO не менее 70%;
– кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
– газообразователь алюминиевая пудра (паста) с содержанием активного алюминия не менее 80%.
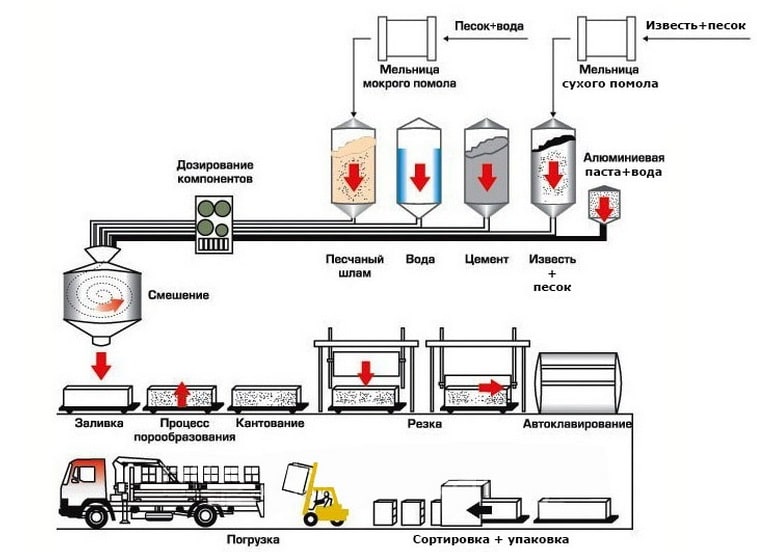
Технологический процесс изготовления автоклавного газобетона включает в себя:
– прием и подготовку сырьевых материалов;
– приготовление газобетонной смеси;
– формование массивов газобетона;
– разрезку массивов на изделия;
Сырьевые материалы могут поступать на завод различными видами транспорта (чаще всего автомобильным и железнодорожным). Хранение вяжущих предусматривается в специальных силосах. Количество и объем силосов выбирается в зависимости от мощности завода, удаленности от поставщиков материалов и вида транспорта.
Кварцевый песок выгружаются в приемный бункер, откуда по ленточному конвейеру поступает на помол для приготовления шлама. Помол производится в шаровых мельницах. Далее песчаный шлам транспортируется в шламбассейны, где гомогенизируется с помощью постоянного механического перемешивания.
Негашеная известь на предприятие поступает в тонкомолотом или комовом виде.
В первом случае, тонкомолотая негашеная известь хранится, по аналогии с портландцементом, в силосах и уже готова к употреблению. Во втором случае, если поступает комовая негашеная известь, на предприятии используется технология приготовления известково-песчаного вяжущего путем совместного сухого помола в шаровых мельницах извести и кварцевого песка.
Приготовление газобетонной смеси производится в дозаторно-смесительном отделении. Портландцемент, известь (известково-песчаное вяжущее), песчаный шлам, шлам из отходов резки, вода и алюминиевая суспензия дозируются в соответствии с установленной рецептурой в специальный смеситель, обеспечивающий высокую гомогенность смеси.
Процесс формования включает разгрузку (заливку) смеси из смесителя в форму и вспучивание смеси. Окончание процесса формования наступает после достижения максимальной высоты вспучивания смеси и прекращения активного газовыделения.
После вспучивания формы с газобетонной смесью выдерживаются на постах, желательно при температуре воздуха не менее +15-20 o С до приобретения требуемой пластической прочности сырца. Для ускорения процесса набора первоначальной прочности формы со смесью могут выдерживаться в специальных термокамерах при температуре до +70-80 o С. Время выдержки при использовании термокамер уменьшается.
После достижения сырцом пластической прочности 0,04-0,12 МПа (в зависимости от технологии) формы подаются на резательный комплекс. Газобетонный массив калибруется со всех сторон и разрезается проволочными струнами в продольном и поперечном направлениях на изделия требуемых размеров. Метод резки газобетонных массивов в полупластическом состоянии с помощью тонких проволочных струн хорошо зарекомендовал себя и на современных резательных машинах позволяет получать изделия точных размеров с отклонениями от номинальных до ±1,0-1,5 мм. Такая точность позволяет осуществлять кладку блоков на тонкослойную клеевую смесь вместо традиционного цементно-песчаного раствора.
Разрезанные на изделия массивы устанавливаются на автоклавные тележки и загружаются в автоклав. После полной загрузки автоклава начинается тепловлажностная обработка по определенному режиму, включающему плавный набор температуры и давления, изотермическую выдержку при температуре около 190°С и давлении 12 атм, плавный спуск давления и подготовка изделий к выгрузке.

Из компонентов CaO и SiO2, вяжущих материалов и кварцевого песка, а также воды, в условиях автоклавной обработки (высокое давление и температура) происходит образование новых минералов – низкоосновных гидросиликатов кальция, что предопределяет более высокие физико-механические характеристики автоклавного газобетона в сравнении с неавтоклавными ячеистыми бетонами (пенобетон, газобетон).
После завершения цикла тепловлажностной обработки изделия подаются на участок деления и упаковки, а затем на склад готовой продукции.
Основные моменты технологии производства блоков из автоклавного газобетона показаны на видео одного из участников ассоциации ВААГ:
Производство газобетона (газобетонных блоков): технология, оборудование
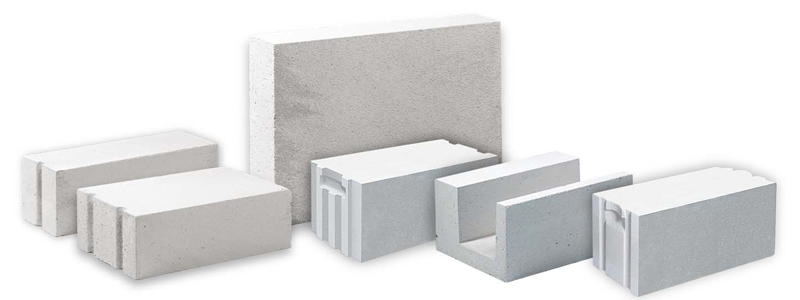
Газобетонные блоки – современный и очень востребованный строительный материал, из которого возводят красивые, качественные, надежные, теплосберегающие и сравнительно недорогие дома. Газобетон представляет собой большой блок стандартного размера, сформованный из легкого ячеистого бетона, что обуславливает большое количество пор в структуре монолита.
Поэтому производство блоков осуществляют много промышленных предприятий и даже частных мини-заводов. Для получения материала установленного образца и качества должна точно соблюдаться технология его создания из правильно выбранного сырья с реализацией основных технологических процессов.
Производство газобетона стало особенно актуальным в течение последних нескольких лет, когда застройщики по достоинству оценили все преимущества и особенности материала, было построено множество домов. Ввиду хрупкости и высокого уровня теплосбережения из газобетона чаще всего строят 1-2-этажные дома по разным проектам, с ускоренным монтажом и широкими возможностями в плане реализации любой дизайнерской задумки.

Основные преимущества газобетона:
- Минимальная теплопроводность , что делает эксплуатацию дома экономически выгодной.
- Высокий уровень морозостойкости – 100-150 циклов замораживания/оттаивания, что намного выше в сравнении с другими материалами.
- Безопасность и экологичность – газобетон негорюч, не токсичен, не включает в составе вредных добавок.
- Хорошая прочность – в районе В1.5-В15, чего вполне достаточно для малоэтажного строительства.
- Небольшая плотность – от 300 до 1200 кг/м3, именно благодаря этой характеристике дома из блоков хорошо сохраняют тепло.
- Малый вес – зависит от марки газобетона и плотности, но обычно находится в районе 25 килограммов, что позволяет существенно ускорить и упростить монтаж, обойтись без привлечения специальной техники.
- Существенная экономия – за счет простоты монтажа, теплосбережения, невысокой стоимости блоков.
Производство газобетонных блоков предполагает однотипный процесс создания материала, но разные варианты сушки – автоклавный и неавтоклавный методы. В первом случае блоки сушатся в специальной камере под воздействием высокой температуры и давления, во втором случае – в естественных условиях. Обычно автоклавный газобетон считается более качественным и прочным.

Технология
Когда создается газобетон, технология производства включает несколько основных этапов. Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.
Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.

По типу вяжущего, входящего в состав, газобетон бывает:
- На базе извести – в составе содержится до 50% компонента, также добавляют шлак и гипс или цемент (15% от массы).
- На цементном вяжущем – до 50% массы портландцемента.
- На смешанном растворе – используют известь и шлак, портландцемент в объеме 15-50%.
- На шлаковом вяжущем – более 50% занимают шлак с гипсом, щелочью или известью.
- На золе – в состав таких блоков включено более 50% высокоосновных зол.
Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Категории газобетона по геометрии:
- 1 – самые ровные и идеальные блоки, отклонения от размера по ГОСТу могут составлять максимум 1.5 миллиметров и 2 миллиметра по диагонали. Кладку осуществляют на клей, делая шов минимальной толщины.
- 2 – отклонения по размеру составляют максимум 2 миллиметра и по диагонали 4 миллиметра.
- 3 – погрешность по размеру может быть до 4 миллиметров, а по диагонали доходит и до 5-6 миллиметров, углы могут быть отбитыми до 1 сантиметра. Такие блоки кладут на раствор с достаточно толстым слоем шва.
Сырье для газобетона
Для получения ячеистого блока используют классическую бетонную смесь с добавлением некоторых специфических компонентов.
Из чего делают газобетон:
- Песок – фракции максимум 2.1 миллиметров, без включения глины (около 20-40% в массе материала).
- Известь – для прохождения реакции с появлением пор (в объеме 1-5%).
- Цемент – марки М400 или М500 (50-70% от общей массы состава).
- Чистая вода – в нужном объеме.
- Алюминиевая пудра – именно она отвечает за появление пор (в составе должно быть 0.04-0.09%).

- Специальные добавки – вводятся в раствор опционально (не обязательны), способствуют улучшению показателей материала, ускоряют твердение и т.д.
Рецептов для производства газобетонных блоков существует множество, во многом подбор состава зависит от используемого оборудования, метода.
Обзор необходимого оборудования
Сегодня на рынке представлен большой выбор оборудования для производства автоклавного газобетона и материала неавтоклавного твердения. В Москве можно отыскать различные варианты по производительности, стоимости, качеству и т.д.

Конвейерное
Данный тип оборудования предполагает такие отличия: максимальная автоматизация производства, минимальные затраты времени и сил на создание блоков, высокая стоимость, большие объемы, наличие в комплекте всего необходимого для запуска. Конвейерное оборудование гарантирует высокий уровень рентабельности для тех, кто хочет заняться производством газобетона всерьез.
Комплект поставки стандартно включает: емкости и бункеры для сырья, ленточные конвейеры для подачи компонентов, специальный агрегат для приготовления смеси, автоклав, формы, оборудование для нарезки массы на отдельные блоки, перемещающий транспортер, тележки, дробильная установка, пульт для управления, погрузчик вилочного типа.
В сутки такая линия выдает до 75-150 м3 блоков, требует обслуживания несколькими работниками (несмотря на автоматизацию, процесс масштабный и требует присмотра).

Стационарное
Такое оборудование для производства газобетона стоит намного меньше, но и производительность предполагает меньшую – около 50 м3 в сутки. Комплект установки включает транспортеры ленточного типа, дозаторы сырья, смесительный агрегат и все необходимое.
Но полностью автоматизированным такое оборудование назвать нельзя – для его работы понадобится привлечь людей. Для установки всех компонентов подойдет помещение площадью от 500 м2.
Мобильное
Такой тип установок используют в частном производстве газоблоков. Установки стоят сравнительно немного, но быстро окупаются (особенно в условиях строительства, снижая затраты на возведение своего дома в среднем на 30%). Установки мобильного типа поставляются с компрессором в комплекте, могут работать и от бытовой электрической сети.
Такое оборудование хорошо подойдет начинающим, установку можно сделать даже самостоятельно. Производственные объемы в среднем равны 2-10 м3 материала в сутки.
Самостоятельное производство
Технология изготовления газобетона своими руками предполагает все те же стандартные этапы, но намного большие затраты труда и времени. Если на заводе многие процессы автоматизированы, то при самостоятельном производстве все придется делать без привлечения установок. Можно приобрести мини-линию или сделать определенные узлы для реализации промежуточных задач своими руками.
Что понадобится для создания газобетона в домашних условиях:
- Бетономешалка для приготовления массы.
- Формы для заливки блоков.
- Корыто или другая тара.
- Стальная струна для резки монолита на блоки (если используются формы, уже поделенные на блоки, то не нужно).
- Весы для отмеров.
Тут все приобретается или делается своими руками – в зависимости от желания мастера.

Этапы производства газоблоков дома:
- Замес раствора – рецепт во многом зависит от желаемого результата, используемого сырья, но в среднем выглядит так: 50-70% цемента, 20-40% кварцевого очищенного песка, 1.5% извести, сульфата натрия либо каустической соды, меньше 1% алюминиевой пудры. Изменение пропорций меняет теплопроводность и плотность материала. Все компоненты нужно тщательно перемешивать в течение 10 минут.
- Заливка смеси в смазанные разбавленным машинным маслом формы до половины (смесь увеличится в объемах), ожидание начала процесса газообразования (4 часа этап занимает в среднем). Удаление лишнего раствора.
- Накрытие залитой смеси теплоизоляционным материалом.
- Демонтаж опалубки на 2-е сутки после заливки, после чего блоки можно выложить на поддоны и сушить.
- Отправка изделий на склад – через 2-3 суток сушки.
- Выжидание полного набора прочности блоками за 28 суток и реализация или использование в строительстве.

Автоклавная обработка
Производство газоблока с использованием автоклавного метода возможно только в заводских условиях, при наличии соответствующего оборудования.
Как выглядит процесс производства автоклавных блоков:
- Подача сырья в дозатор компонентов, замес раствора смесителем.
- Заливка смеси в форму единым монолитом, ожидание прохождения процесса газообразования с увеличением блоков в размерах.
- Кантование блочного массива и резка на отдельные блоки.
- Обработка блоков в автоклаве, где они под воздействием температуры и пара, давления (в течение 12 часов) приобретают нужную прочность и другие характеристики.
- Применение газобетона в строительных работах сразу после сушки в автоклаве.
Сравнительный анализ автоклавного и неавтоклавного производства
Среди всех производителей газобетона большинство предпочитают использовать автоклавный метод создания блоков, что связано с улучшенными характеристиками материала и скоростью. Так, если неавтоклавный бетон твердеет в течение 28 суток, то автоклавный можно реализовывать или использовать в строительстве сразу после сушки, которая происходит на протяжении 12 часов.
Основные отличия автоклавного и неавтоклавного газобетона:
- Способ твердения – неавтоклавный марочную прочность получает в природных условиях за 28 суток, автоклавный – максимум за сутки благодаря воздействию на материал давления, высокой температуры.
- Внешние характеристики материала – газобетон из автоклава обладает белым цветом и идеальными размерами, неавтоклавный более темный и с худшей геометрией.
- Плотность и теплопроводность – максимальные показатели обеспечивает сушка в автоклаве, неавтоклавный уступает: так, при возведении дома для аналогичных показателей стены из последнего нужно делать на 20 сантиметров толще.

- Стойкость к морозу – неавтоклавный бетон хуже справляется с замерзанием и оттаиванием, обеспечивает меньший срок эксплуатации.
- Хрупкость – автоклавная обработка делает блоки более прочными и стойкими к механическим воздействиям.
- Уровень усадки – однозначно больше у неавтоклавного бетона.
- Сложность всего процесса производства – отличается только наличием/отсутствием автоклава. Но чаще всего автоклавные блоки делают на конвейерных автоматизированные установках, а неавтоклавный – в домашних условиях.
- Цены – ввиду особенностей производства автоклавный газобетон стоит дороже в среднем на 10%.
Инструкция по изготовлению блочного материала
Самостоятельное изготовление газобетона – процесс сравнительно несложный, но трудоемкий. Если формы покупать не планируется, то начинают с их изготовления: из досок или металла делают коробку, внутри по длине монтируют перемычки, которые делят каркас на отдельные ячейки. Если используется фанера, то она должна быть влагостойкой. Для качественной фиксации в досках делают пропилы.

Размер ячеек должен точно соответствовать габаритам блоков. Для ускорения процесса можно сделать несколько форм для газоблоков одного или разных размеров (стандартных их существует несколько).
Для замеса раствора желательно приобрести компрессор, смеситель, рукава и проволоку для удаления лишней смеси. Если всего этого нет, смешивать массу можно в бетономешалке или ведре миксером самостоятельно. Все компоненты загружают в емкость, массу тщательно мешают до однородности, потом разливают в формы до половины, ожидают поднятия смеси.
Когда реакция началась и прошла, газообразование должно увеличить блоки в два раза почти, лишнюю смесь удаляют по прошествии 5-6 часов после заливки. Демонтировать опалубку можно через 14 часов, осторожно постукивая по стенкам. На открытой площадке или в помещении материал складируют, позволяют ему полностью набрать прочность (28 суток).

Расходы и доходы
Производство газобетона – прибыльный бизнес, особенно если есть возможность вложить в хорошее оборудование, позволяющее создавать качественные блоки, отвечающие всем установленным характеристикам.
Основные этапы организации бизнеса:
- Подготовка документов – в течение 14 дней и более, с выбором формы собственности, возможным привлечением юриста.
- Поиск помещения для аренды или покупки – нужны помещения для организации производства, склада, офиса (опционально). Внимание обращают на местоположение объекта и цену за 1 м2, ища баланс между удобством транспортной развязки и расходами.
- Покупка оборудования – а также наладка, обучение сотрудников. Желательно отдавать предпочтение признанным производителям, смотреть на срок гарантии, сервисное обслуживание и т.д.

- Покупка сырья – желательно сразу искать партнеров с заключением договоров, обсуждением объемов, скидок и т.д. Экономить на сырье в плане качества нельзя.
- Наем сотрудников – как минимум для производства (бухгалтера можно привлечь по аутсорсу, работу специалистов по продажам пока делать самостоятельно).
- Запуск производства – начало работы линии, проверка всех процессов, анализ, поиск эффективных решений.
- Маркетинг и реклама – тут могут использоваться любые методы, которые реально оплатить и окупить.
- Продажа продукции и доставка – оформление документов, покупка транспорта, выставление счета за услуги.

Расходы и доходы от бизнеса по производству газобетона (из расчета 2500 м3 в месяц):
- Полный комплект оборудования – 7000000
- Сырье для производства 2500 м3 блока – 4220000
- Заработная плата, отчисления (за месяц) – 280000
- Коммунальные платежи – 1650000
- Продажа 2500 м3 блоков – 8750000
- Расходы на рекламу – 480000
- Аренда помещений – 420000
- Доход (чистый) – 1700000
Срок окупаемости – около 4-5 месяцев.
Если планируется открыть производство своими руками, то тут цифры будут другими. Самое бюджетное оборудование обойдется в 40000 или меньше (если оборудования нет вообще, а используются бетономешалка либо ведро с миксером), себестоимость продукции составляет 2000. При изготовлении 85 м3 блока себестоимость газобетона получается 170000, плюс цена оборудования 40000, получается 210000.
Готовая продукция в магазине стоит 3500 рублей за кубический метр, 85 кубов обойдутся в 297500 рублей. То есть, даже при одноразовом использовании оборудования экономия составит 87500 рублей. С другой же стороны, качество блоков будет совершенно не таким, как у газобетона, произведенного в условиях завода с автоклавом.
Изготовление газобетона: подробный обзор процесса производства материала

Газобетон – современный, популярный на рынке строительный материал. Это обосновано особыми качествами и свойствами изделий, благодаря которым строения, возведенные из газоблока будут отличаться долговечностью, прочностью и долгим сроком эксплуатации.
Наверняка многие задавались вопросом: а как же происходит процесс изготовления? В чем заключаются его особенности и какие факторы могут коренным образом повлиять на результат?
Об этом и пойдет речь в данной статье. Давайте разбираться, изготовление газобетона: что представляет собой данный процесс?
Что такое газобетон
Газобетон – один из разновидностей ячеистых бетонов. Он отличается наличием пористой структуры открытого типа, которая образуется в результате химической реакции газообразователя (обычно – алюминиевой пудры) и негашеной извести.

Как следствие, происходит вспучивание раствора и образование ячеек. Рассмотрим подробнее, какими свойствами обладает данный материал.

Основные характеристики
Начать стоит с технических и эксплуатационных характеристик:
- Теплопроводность – одно из важнейших качеств. Данный коэффициент указывает на способность изделий к сохранению температуры. Для газобетона, числовые показатели варьируются в пределах от 0,09 до 0,34, что характерно для блоков в сухом состоянии.
При эксплуатационной влажности данный показатель – возрастет, однако, несмотря на это, газобетон занимает лидирующие позиции в отношении коэффициента теплопроводности.
- Морозостойкость. И тут газоблок – на высоте. Изготовители утверждают, что продукция в состоянии выдержать до 100, а, иногда, и до 150 циклов замораживания и оттаивания. Большее значение характерно только для одного из его основных конкурентов – керамзитобетона.
- Прочность и плотность. Последняя характеризуется показателями в 300-1200 кг/м3. Прочность – от В1,5 до В15. Стоит отметить, что для возведения дома, высотой в несколько этажей вполне достаточно показателя прочности и плотность в В3,5 и 500 соответственно.
- Влагопоглощение. Газобетону свойственно это качество, в связи с чем, он нуждается в особой защите от воздействия влаги. Решить проблему можно при помощи технически верной отделки как внутренней, так и наружной. Числовой показатель равен 25%.
- Усадка для газобетона – постоянное явление. Зачастую застройщикам приходится наблюдать возникшие трещины уже на готовой кладке.
- Что касается рекомендуемой толщины стены, то минимальное значение равно 40 см. Однако, при подсчетах, обязательно следует учитывать климатические особенности региона, мостики холода, плотность и коэффициент теплопроводности изделий.
- Газобетон – долговечен, может эксплуатироваться до 200 лет по заверению производителей продукции.
Виды материала и изделий из него
Поскольку мы будем говорить про изготовление газобетонных блоков, стоит рассмотреть виды материала и изделий из него. Классификаций имеется несколько.
В зависимости от типа твердения, различают газобетон:
Проанализируем основные отличия двух видов изделий при помощи таблицы.
Сравнение автоклавного и неавтоклавного газобетона:
| Наименование характеристики | Комментарии |
| Способ твердения | Неавтоклавный газобетон (гидратационного твердения) достигает марочной прочности в естественных условиях. Иногда его слегка подогревают в специальных печах до невысокой температуры, не превышающей 100 градусов. Так процесс происходит быстрее. |
Техническая зрелость таких изделий наступает спустя 28 дней.
Автоклавный газобетон обрабатывается на последней стадии изготовления в автоклаве. Воздействие высокого давления и температуры дает свои результаты.
Как уже говорилось, геометрия автоклава – лучше.
Производство неавтоклавного газобетона занимает значительно больше времени, а при выпуске изделий своими руками, трудозатраты — крайне велики.
Стоит обратить внимание, что цена на неавтоклав – ниже, как и себестоимость.
Обратите внимание! Автоклавный газобетон может быть произведен только в условиях производства. Самостоятельно можно изготовить лишь изделия гидратационного способа твердения. При этом больших вложений не потребуется, а для начала, понадобится только сырья, несколько агрегатов и инструкция.
В соответствии с показателем плотности, газобетон бывает:
- Теплоизоляционным;
- Конструкционным;
- Конструкционно-теплоизоляционным.
Первый вид – наиболее легкий, менее прочный. Но, в то же время, такие изделия отличаются минимально возможным для газобетона коэффициентом теплопроводности. Прочность – 300-400 кгм3, показатель сохранения тепла – от 0,09в сухом состоянии.
- Используют материал исключительно в целях теплоизоляции, так как никакие нагрузки такому газобетону выдержать не под силу.
- Конструкционный газобетон – полная противоположность предыдущему виду. Обладает высокой плотностью – 1000-1200 кг/м3 и высоким коэффициентом теплопроводности. Используется при сооружении конструкций, на которые оказывается существенная нагрузка.
- Конструкционно-теплоизоляционный вид- самый распространенный в строительной индустрии. Плотность его – 500-900, теплопроводность – 0,14-0,28. Применяется, в основном, при возведении стен и перегородок зданий. Постройка может достигать нескольких этажей.
- В зависимости от типа кремнеземистого компонента, газобетон может быть изготовлен на: песке, золе и иных продуктах промышленности. Данный компонент также оказывает свое влияние на показатели качеств, в основном, на числовое значение плотности и теплопроводности.
В соответствии с типом основного вяжущего, газобетон может быть произведен:
- На известковом вяжущем;
- На цементном;
- На шлаковом вяжущем;
- На смешанном;
- На зольном.
Геометрия готовых изделий также является основанием для классификации. Блоки могут быть 1,2 и 3-ей категории. Изделия первой категории – наиболее ровные, допустимые отклонения, в соответствии с ГОСТ, не могут превышать 1,5 мм – по размеру и 2-х – по диагонали. Укладку рекомендуется производить на клей с минимальной толщиной шва.
Вторая категория блоков отличается несколько большими отклонениями по размеру и диагонали: до 2-х и 4-х мм соответственно.
Для изделий третьей категории точности, допустимые отклонения следующие: до 4-х – по размеру, до 5-6 м – по диагонали, отбитость углов – до 1-го см. Рекомендуется укладывать изделия на раствор. Толщина шва может быть значительно больше.
Обратите внимание! Блоки третьей категории обычно используют при возведении нежилых построек. Дополнительные мостики холода требуют серьезного утепления, которое может повлиять не лучшим образом на бюджет застройщика.
В зависимости от назначения, газоблоки могут быть: стеновыми и перегородочными. Как видно из названия, стеновые применяют для возведения стен, а перегородочные-для перегородок. Последние отличаются меньшей плотностью, морозостойкость их ГОСТ не нормируется.
Сильные и слабые стороны
Для наглядности, воспользуемся таблицей и выясним, какими же положительными и отрицательными качествами обладает газобетон.
Плюсы и минусы газобетона и изделий из него:
| Преимущества | Недостатки |
| Материал – пористый, легкий, что существенно помогает снизить нагрузку на фундамент. | Высокий показатель водопоглощения. Гигроскопичность материала вынуждает застройщиков его защищать. |
| Изделия просты в обращении и обработке. Придать им можно любую форму путем шлифования, резки. | Плохая фиксация метизов. Необходимость приобретения и использования специализированного крепежа. |
| Газобетон, как уже говорилось, обладает высокими показателями прочности, плотности и морозостойкости. А коэффициент теплопроводности способствует сохранению тепла в помещении, что, в свою очередь, обеспечивает значительную экономию на утеплении и отоплении здания. | Усадка составляет до 0,3 мм/м2. Это – немного, однако трещин бывает порой не избежать. |
| Газобетон – экологически чистый, он не содержит в своем составе вредных веществ, способных нанести вред окружающему. | Наличие кустарных производств газобетона гидратационного твердения увеличивает уровень риска приобретения некачественной продукции. |
| Материал – не горит и не поддерживает огня. | Пористость материала является также и минусом. Попадая в поры, влага может кристаллизироваться во время преобладания отрицательных температур и начать разрушать структуру блока изнутри. |
| Технология изготовления газобетонных блоков не сложна. И, желающие сэкономить, вполне могут попробовать свои силы в самостоятельном производстве. | Плохая адгезия с отделочными материалами неминуемо повлечет дополнительные расходы, связанные с покупкой специализированных штукатурных смесей, армирующей сетки, бетоноконтакта или грунтовки. |
К плюсам также можно отнести разнообразие размеров, широкий выбор производителей и большое количество вариантов наружной и внутренней отделки.
Обратите внимание! Отделку газобетонных стен стоит планировать заранее. Она должна сочетаться между собой технически, с целью предупреждения отрицательных последствий.

Отличия от аналогов и иных материалов, предназначенных для возведения стен
А теперь давайте сравним газобетон с другими материалами, пригодными для возведения стен и выясним, стоит ли делать выбор в пользу именно этих изделий?
Технологический процесс производства газобетонных блоков
 Сегодня технология производства газобетонных блоков интересует всех, кто планирует строить загородный дом или открывать бизнес по производству ячеистых бетонов. Ведь этот строительный материал является очень удачным выбором в плане прочностных и теплоизоляционных характеристик, и к тому же изготовление газобетона может быть достаточно выгодным бизнес-проектом.
Сегодня технология производства газобетонных блоков интересует всех, кто планирует строить загородный дом или открывать бизнес по производству ячеистых бетонов. Ведь этот строительный материал является очень удачным выбором в плане прочностных и теплоизоляционных характеристик, и к тому же изготовление газобетона может быть достаточно выгодным бизнес-проектом.
Что нужно знать о ячеистом бетоне?
Газобетон представляет собой искусственный камень с микроскопическими воздушными порами. Еще одно его название — автоклавный ячеистый бетон, и оно само по себе говорит о технологии его производства. Газоблоки обладают прекрасными энергосберегающими характеристиками именно благодаря своей пористой структуре. Кроме того, они отличаются относительно небольшим весом, в том числе по сравнению с кирпичом и другими видами строительной керамики.
Газобетонные блоки — это строительный материал, который может использоваться как для возведения внутренних перегородок, так и для несущих конструкций. Он не подойдет для высотных зданий или промышленных объектов, но в индивидуальном строительстве он прекрасно себя зарекомендовал. Относительно легкие газоблоки не оказывают большой нагрузки на фундамент, что позволяет сократить расходы на устройство основания. Кроме того, они обладают большими размерами, и это позволяет ускорить процесс строительства.
Состав газобетонных блоков
Все перечисленные преимущества этого строительного материала обусловлены его составом. Все, из чего состоит газобетон, — это цемент, кварцевый песок и газообразователь, в роли которого выступает алюминиевая пудра. Некоторые производители добавляют в состав гипс, известь, золу, другие ингредиенты.
Таким образом, газобетон делается на основе сухих компонентов, которые размешиваются с водой. Для этих целей подходит любая техническая чистая вода, соответствующая требованиям ГОСТа 23732-79. При этом важна температура воды. Желательно, чтобы она была не ниже 45°С, поскольку это ускорит твердение блоков, повысит их прочность, а для предприятия это выгодно тем, что увеличится производительность линии в целом. Таким образом, многие производители подогревают воду, поскольку более высокая температура означает лучшее качество материала. А еще это помогает уменьшить количество используемого цемента, поскольку нагрев воды стимулирует активность сухих компонентов смеси.
Производство газобетона требует довольно серьезного подхода к выбору песка. Теоретически для этих целей подойдет как карьерный, так и речной песок, но важно, чтобы в нем содержалось как можно меньше илистых или глиняных частиц. Также важно выбрать размер зерен — не более 2 мм. Технология производства газобетона автоклавным способом позволяет заменить песок шлаком или золой, полученным от металлургических производств. Золы ТЭС помогают получить газобетон с меньшей плотностью. Это помогает дополнительно сократить расходы на производство материала.
Для изготовления газобетонных блоков необходим портландцемент марок М400 и М500. Лучше всего, чтобы портландцемент соответствовал требованиям ГОСТа 10178-85. А вот алюминиевая пудра должна быть марок ПАП-1 или ПАП-2 — она и выполняет роль газообразователя. Иногда для тех же целей применяется специальная паста. Это может быть и суспензия, поскольку пылевидный алюминий не так удобен при замешивании раствора. Могут применяться и суспензии на его основе.
На чем основано действие алюминиевого порошка? Он вступает в реакцию с цементным или известковым раствором, обладающим свойствами щелочи, и в ходе этого химического процесса образуются соли (алюминаты) кальция и газообразный водород, обеспечивающий формирование пор.
Для производства газобетона очень важно сделать правильный расчет расхода по каждому компоненту исходного сырья. Существуют стандартные рекомендации для автоклавных газоблоков. Исходя из такой рецептуры, на весь объем смеси берут 50-70% цемента, 0,04-0,09% алюминиевого порошка и до 20-40% песка. Кроме того, понадобятся вода (0,25-0,8%) и известь (1-5%). Таким образом, для того чтобы получить 1 кубометр газобетона, нужно взять до 90 кг цемента, до 300 л воды, извести — 35 кг, песка — 375 кг, алюминиевого порошка — 0,5 кг. Но это количество может быть скорректировано уже в условиях конкретного производства в зависимости от качественных характеристик самого сырья.
Какое оборудование понадобится?
Технология изготовления газобетона относительно проста. Тем не менее кустарными методами здесь обойтись не получится. Нужно приобрести специальное оборудование, которое обычно заказывают в комплексе у производителя или его официального представителя, — это наиболее выгодный вариант. Это не одна какая-то установка, это целый автоматизированный мини-завод. Иногда производитель даже предоставляет услуги специалиста, который проконсультирует относительно монтажа такой линии, поможет ее наладить и подобрать оптимальный состав для смеси, используемой для такого оборудования.

В линию входят различные устройства, и теоретически каждое из них можно купить по отдельности, если по каким-то причинам одно выйдет из строя. Речь идет о таких вещах, как формы и предназначенные для их транспортировки передвижные поддоны, устройства для резки готовых блоков, смесители для газобетона, дозаторы для сыпучих материалов и т.д. Но главное — это печь-автоклав, ведь речь идет именно о производстве автоклавных газоблоков, отличающихся наиболее высокими качественными характеристиками.
Оборудование для производства газобетона делится на несколько типов. Выбор конкретного варианта зависит от требуемой суточной производительности, от того, сколько работников планирует нанимать предприниматель, и как будут организованы смены. Возможны следующие варианты:
- Стационарные линии обладают суточной производительностью до 60 кубометров готовой продукции. Как правило, для них нужны складские и производственные помещения площадью не менее 500 м². Главной особенностью таких линий является то, что формы подъезжают к стационарно установленному смесителю и там заполняются раствором, после чего выполняются все остальные технологические этапы. Это очень простая технология, для того чтобы обслуживать такую линию, достаточно нанять одного дополнительного работника.
- Конвейерные линии нужны там, где требуется большая производительность — до 75-150 м³ в сутки. Здесь производство осуществляется более быстрыми темпами (конечно, сроки созревания изделия не меняются, от линии это не зависит). Однако конвейерные линии требуют больших по площади производственных помещений, а для их обслуживания понадобится не менее 8 человек, хотя большинство технологических процессов здесь происходит в автоматическом режиме.
- Мини-линии не могут похвастаться высокой производительностью, до 15 кубометров готовых блоков в сутки. Отличием от стационарных линий является то, что движется в них смеситель, а формы установлены стационарно. Главное преимущество — им не нужны большие производственные площади, достаточно 140-160 м², так что в качестве стартового варианта они пользуются популярностью.
В частном строительстве часто используют мобильные установки, которые нужны для самостоятельного изготовления газоблоков. Это окупается, причем по расчетам специалистов расходы на строительство снижаются примерно на 30%. Мобильные установки поставляются в комплекте с компрессором. Работают они даже от бытовой электросети.
Этапы производства
Газобетон бывает двух видов — автоклавный или неавтоклавный. Последний вариант стоит дешевле, хотя полученный материал и отличается более низкой прочностью. Тем не менее из-за того, что себестоимость его изготовления ниже (не нужно покупать автоклав, содержать его, платить дополнительно за энергию), он является довольно популярным вариантом, поэтому его стоит рассмотреть подробнее. Если предприниматель намерен выпускать неавтоклавный газобетон, технология производства для него должна сводиться к следующим основным этапам:
- Точная дозировка всех описанных выше компонентов, а затем тщательное их перемешивание. При наличии соответствующего оборудования этот этап отнимает не более 10 минут.
- Подготовленную массу с помощью специального оборудования выгружают в специальные формы (их заполняют только наполовину, поскольку смесь будет увеличиваться в объеме в процессе газообразования). Этот процесс будет протекать в течение 4-х часов. За это время смесь заполняет отведенный ей в форме объем, а иногда даже его ей бывает мало. Тогда через 2 часа излишки можно будет убрать.
- Процесс выдержки изделий занимает около 16 часов, и по истечении этого срока происходит их распалубка и перегрузка на поддоны, где они будут набирать так называемую отпускную прочность. Этот этап отнимает еще 2-3 дня. После этого изделия можно отправлять на склад, но продавать их еще рано, поскольку свою марочную прочность они наберут только на 28-е сутки.
Изготовление газобетонных блоков с применением автоклава на первых этапах практически ничем не отличается от описанной выше технологии. Сначала нужно отмерить необходимое количество всех компонентов (желательно, чтобы это было сделано с помощью дозаторов, это поможет повысить точность). Затем всю эту массу загружают в смеситель и тщательно перемешивают. Иногда специалисты для этих целей предлагают использовать бетономешалку. Затем вводят газообразователь — это происходит через 10-15 минут перемешивания исходных ингредиентов. Алюминиевый порошок в любом случае вступает в реакцию с раствором, для этого ему не нужно автоклавирование.
Полуфабрикат разливают по формам, выдерживают положенные 4-6 часов, после чего производится нарезка газоблоков. До набора прочности они должны полежать еще 10-18 часов.
Но самое важное — знать, как делают автоклавирование после всех описанных выше процедур. Сформированные блоки перегружают в специальную печь, в герметичную камеру, где при высокой температуре каждый блок обрабатывают насыщенным водяным паром. Давление при этом также должно быть высоким — до 12 кг/см².
Неавтоклавный бетон сушат в естественных условиях, но для автоклавных изделий этого не нужно. Тем не менее и их нужно держать около 28-30 суток на складе, где они будут набирать марочную прочность.
Мало знать, как делать газобетон, нужно еще суметь доставить его потребителю. Для этого газоблоки пакуют в специальную термоусадочную пленку и транспортируют на деревянных поддонах.

