
Технические характеристики уайт-спирита (видео)

Во время ремонтных и строительных работ возникает необходимость сделать краску, мастику, шпаклевку не такой густой. Для этого используют растворители — специальные составы, которые не меняют свойств исходного материала. Один из них — уайт-спирит. Это, наверное, самое недорогое и популярное средство с подобными свойствами.
Уайт-спирит. ГОСТ
Вещество по вязкости похоже на машинное масло, а по запаху на керосин. В настоящее время изготавливаются усовершенствованные продукты практически не имеющие запаха.
Государственным стандартом уайт-спириту присвоен номер ГОСТ 3134-78. У этого растворителя есть и второе имя — Нефрас-С4-155/200. Поэтому к обоим именам применяется и единый стандарт.
Согласно ГОСТу, стандартизованное вещество представляет собой высококипящую фракцию, но не нефти, а бензина. Применяется эта фракция в производстве олиф, лаков и красок. При производстве должны использоваться технологии и виды сырья, установленные ГОСТом.
- Плотность вещества не может быть более 0,790. Регулируется ГОСТ 3900 (1 раздел).
- Температуру перегонки регулирует ГОСТ 217:
 у уайт-спирита на начальном этапе она не может быть выше 160°С;
у уайт-спирита на начальном этапе она не может быть выше 160°С;- если используется десятипроцентный Нефрас-С4-155/200 — 170°С;
- Нефрас чистотой 90% перегоняется максимум при 195°С;
- 98%-ая чистота соответствует 200°С.
- ГОСТ 6356 регламентирует минимальную температуру возгорания вещества 33°С и летучесть по ксилолу в районе 3,0 — 4,5.
- По ГОСТ 12329 определяются:
- анилиновая точка — 65°С;
- наличие ароматических углеродов в процентном соотношении — 16%.
- Наличие примесей серы по ГОСТ 19121 должно быть 0,025 %.
- По ГОСТ 6307 в продукте не должно быть ни кислоты, ни какой-либо щёлочи, ни тем более воды. По этому стандарту определяется, что цвет не должен быть темнее эталонного.
 у уайт-спирита на начальном этапе она не может быть выше 160°С;
у уайт-спирита на начальном этапе она не может быть выше 160°С;Производитель продукта обязан соблюдать требования стандарта при технических испытаниях, производстве, хранении и транспортировке нефраса-С4-155/200. ГОСТы, применяемые на всех этапах от начала производства и до доставки продукта потребителю имеют разные номера, но входят в единый стандарт, присвоенный этому растворителю.
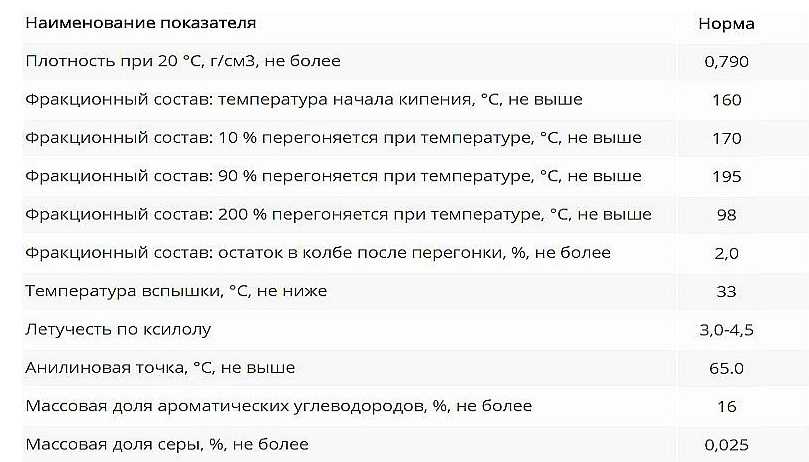
Технические характеристики уайт-спирита:
| Плотность ρ420, не более | 0,790 |
| Фракционный состав:температура начала перегонки, °С, не выше | 160 |
| остаток в колбе, %, не более | |
| Температура вспышки, определяемая в закрытом тигле, °С, не ниже | |
| Летучесть по ксилолу | 3-4,5 |
| Анилиновая точка, °С, не выше | |
| Массовая доля ароматических углеводородов, %, не более | |
| Массовая доля общей серы, %, не более | 0,025 |
Тара и упаковка:
Уайт-спирит выпускается в промтаре, в стеклянных или пластиковых бутылках различной фасовки. При упаковке для розничной торговли не допускается применение стеклянных бутылок для пищевых жидкостей. Уайт-спирит, предназначенный для розничной торговли, упаковывают в стеклянные бутылки и флаконы вместимостью 0,25-1,00 дм3 и в бутылки (со щербинкой) вместимостью 0,25-0,50 дм3, закрывающиеся полиэтиленовыми пробками. Упаковывание бутылок и флаконов в деревянные, полимерные или картонные ящики. Допускается по согласованию с потребителем применять другие виды тары по нормативно-технической документации, обеспечивающие сохранность продукта.
Хранение: Уайт-спирит хранят при температуре от минус 40оС до +30оС.
Гарантийный срок хранения:
Гарантийный срок хранения уайт-спирита – 36 месяцев со дня изготовления.
Уайт-спирит — состав
Уайт-спирит представляет собой смесь углеводородов линейного и ароматического строения, поэтому у него нет четкой формулы. Углеводороды перегоняются при температуре 155-200оС, интервал температур оказывает влияние на переход молекул из газообразного состояния в жидкое. Существует аналог уайт-спирита – Нефрас (маслянистая жидкость с характерным запахом).
Хранение и использование
Уайт-спирит является легковоспламеняемым веществом (2 категория), температура самовоспламенения 270°C. Пары в смеси с воздухом, создают взрывоопасную смесь. Учитывая эти особенности, особое внимание обращайте на место хранения. Этот растворитель надо держать в темном, прохладном, проветриваемом помещении, в месте недоступном для солнечных лучей. Рядом не должно быть источников тепла, в том числе — нагревательных приборов. На банке обычно указан срок хранения, но он не принципиален. Если внутри жидкость, а не желе, его можно использовать.

Расфасовывают в пластиковые бутылки и канистры
При открывании и эксплуатации необходимо выполнять следующие требования:
- Работать на улице либо в хорошо проветриваемом помещении.
- Недопустимо нахождение рядом открытого огня или источников искр.
- Открывая емкость, перемешивая составы, не использовать устройства, которые могут дать искру.
- Испаряться уайт-спирит начинает при температуре +20°C. Для быстрого высыхания краски, мастик, шпаклевки, работать надо в теплое время года или в теплом помещении.
- Если растворитель разлили в помещении, открыть окна и двери, сколько удастся — собрать и вынести из помещения. Место где был разлит уайт-спирит, протереть тряпкой. Для удаления жирного пятна, можно использовать моющие средства, растворяющие жиры. Если разлили на улице, засыпать лужу песком, который затем вынести.
- При возгорании, водой не тушить. Применяют пену, песок, порошок, войлок.
По степени воздействия на организм человека, относится к веществам с невысокой опасностью. При попадании на кожу может вызывать жжение, дерматиты и аллергические экземы. Поэтому лучше не допускать даже непродолжительный контакт. Лучшее что вы можете сделать — работать в перчатках. Если работать приходится длительное время в закрытом помещении, имеет смысл надеть респиратор.
Область применения
Применяют уайт-спирит, в основном, как растворитель любых фракций нефти, соединений серы, азота, кислорода. Им же можно растворить жиры растительного происхождения. Способность растворять жиры используется, если надо очистить поверхность перед грунтовкой, нанесением краски и т.д. Активно применяется перед нанесением лакокрасочных покрытий (ЛКП) на металлы.

Перед покраской металла, его следует обработать уайт-спиритом — краска будет держаться лучше
Для очищения
Использовать этот растворитель, чтобы очистить ткани или хорошо впитывающие поверхности, не стоит — долго и упорно будете бороться с запахом. Победить его очень сложно. Наиболее эффективный способ — обработка горячим (перегретым) паром. Чтобы вещества, которые придают запах, нагрелись и улетучились. Стоит знать, что кипеть уайт-спирит начинает при 165°C, а испаряется полностью при 200°C. Если удается нагреть поверхность до подобной температуры, летучие вещества испаряются, запах становится меньше.
С гладкими поверхностями таких проблем нет — испаряется моментально. На улице или в хорошо проветриваемом помещении, запах ощущается слабо. Во время ремонта и строительства, уайт-спирит может использоваться как средство для удаления старой краски, шпатлевок, пятен масла и жира. Еще одно полезное свойство — он хорошо удаляет клей, который остается после снятия скотча, пятна от канифоли.

Не надо лить растворитель — чуть смочить край ткани или губки
Применяют уайт-спирит и для обезжиривания натуральной кожи. Так как в составе нет хлора, он не меняет свойства, цвет и фактуру. Можно его применять для защиты или «лечения» древесины от плесени и грибков. Жидкость глубоко проникает в поры, уничтожая источник повреждения. Кроме того, краска ложится лучше, расход уменьшается. То есть, уайт-спирит можно использовать как грунтовку и антибактериальную защиту для древесины.
Как растворитель
Несмотря на то что растворяющая способность уайт-спирита средняя, его часто используют для разведения до нужной консистенции многих составов. При этом в состав вводят растворитель, а не наоборот. Тщательно перемешивают до однородного состояния. Как растворитель, уайт-спирит используют со следующими составами:
- масляные краски;
- антибактериальные пропитки для древесины;
- олифу;
- алкидные эмали;
- алкидные лаки;
- битумные мастики;
- каучуковые мастики.

Работать лучше в перчатках, использовать деревянную палку
При соединении с краской, уайт-спирит снижает ее вязкость. Состав лучше наносится и распределяется, снижается расход. Но стоит помнить, что после высыхания поверхность будет глянцевой. Если вам нужна матовая — ищите другой растворитель.
Разводят до более жидкого состояния уайт-спиритом и шпатлевки. Но только те, которые имеют соответствующее основание:
- МЛ — меламиновые,
- М — масляно- и алкидно-стирольные;
- ПФ — пентафталевые;
- МЧ — мочевинные;
- ВН — дивинилацетиленовые.
У автовладельцев уайт-спирит популярен, как средство для удаления автомобильных мастик. Очищает любые составы на основе битума и сланцевые мастики. Хорошо удаляет смазки, которыми обрабатывают детали для защиты от коррозии (автоконсерванты). Вот только стоит помнить, что жидкость имеет высокую коррозионную активность. То есть, не стоит допускать длительного контакта с поверхностью. Если образовалась лужа, ее надо быстро удалить, место протереть насухо.

Хорошо удаляются пятна с ЛКП автомобилей
Краткое описание применения:
Уайт-спирит (нефрас-С4-155/200) применяется в лакокрасочной промышленности в качестве растворителя, в производстве олиф и других отраслях промышленности.
Характеристики уайт-спирита
- плотность 0, 795 г/см3 (не более);
- содержание ароматических углеводородов не более 16%;
- содержание серы не более 0, 025%;
- температура вспышки не ниже 33°С (в закрытом тигле).
Техника безопасности при работе
 Данный растворитель относиться к веществам с невысокой токсичностью и высокой воспламеняемостью. При работе с ним следует соблюдать следующие правила безопасности:
Данный растворитель относиться к веществам с невысокой токсичностью и высокой воспламеняемостью. При работе с ним следует соблюдать следующие правила безопасности:
- в помещении, где производятся работы, должна быть хорошая вентиляция;
- обязательно использование спецодежды, респиратора, перчаток, устойчивых к воздействию агрессивного растворителя;
- емкость с растворителем должна располагаться таким образом, чтобы на нее не попадали прямые солнечные лучи, не было близко очага открытого огня;
- запрещается перекачивать растворитель из больших емкостей, наносить его на обезжиренные поверхности при помощи помп и прочих устройств, использующих сжатый под большим давлением воздух;
- при возгорании растворителя пламя тушат с помощтю порошковых или углекислотных огнетушителей. При отсутствии таковых огонь сбивают, накрывая его плотной тканью, забрасывая песком. Вода для тушения такого рода пламени не подходит;
- после завершения работ емкость тщательно закрывают крышкой, а помещение проветривают в течение нескольких часов до устранения неприятного запаха вещества.
Важно! Так как продолжительность испарения уайт спирита небольшая, а воспламеняемость, как паров так и самого растворителя, очень высокая, работы с ним следует производить вдали от источников открытого огня. Также не следует использовать для открывания емкостей с данным веществом приспособлений, способных вызвать искру.
 Хоть уайт-спирт и не опасен для человека, при работе с ним вдыхание его паров или попадание вещества на кожу могут вызвать аллергическую реакцию, достаточно чувствительное поражение нервной системы. Попадание жидкого растворителя во внутрь может вызвать сильное пищевое отравление.
Хоть уайт-спирт и не опасен для человека, при работе с ним вдыхание его паров или попадание вещества на кожу могут вызвать аллергическую реакцию, достаточно чувствительное поражение нервной системы. Попадание жидкого растворителя во внутрь может вызвать сильное пищевое отравление.
Такая техническая характеристика уайт-спирита, как летучесть, по ксилолу (единицей измерения которой являются пункты) характеризует данное вещество как достаточно быстро испаряющееся и распространяющееся в воздухе, поэтому при работе с этим растворителем очень важна хорошая вентиляция помещения и отсутствие источников открытого огня, а также применение специальных средств защиты для глаз, кожных покровов рук, лица, органов дыхания.
Литература
- ГОСТ 3134-78. Уайт-спирит. Технические условия.
- Пучков Н. Г., Забрянский Е. И., Малявинский Л. В. Товарные нефтепродукты, их свойства и применение. Справочник / Под ред. Пучкова Н. Г. — М.: Химия, 1971. — 414 с.
- Нефтепродукты, М., 1970.
- Папок К. К., Рагозин Н. А., Технический словарь-справочник по топливу и маслам, 3 изд., М., 1963.
Производство уайт-спирита
Уайт-спирит получают прямой перегонкой нефти и применяют главным образом как растворитель в лакокрасочной промышленности.
Кроме уайт-спирита имеются другие растворители, вырабатываемые нефтяной промышленностью. Это различные виды бензинов-растворителей. Они характеризуются теми же свойствами.
Цвет и внешний вид:
Уайт-спирит представляет собой почти бесцветную (имеет желтоватый оттенок), прозрачную маслянистую жидкость с характерным запахом керосина. В нём не должно наблюдаться видимых механических примесей, растворитель имеет однородный состав без признаков расслоения.
Какой лучше: наш или импортный?
Несмотря на то что технология производства одинакова, импортный уайт-спирит имеет более слабый запах (и более высокие цены). Связано это с тем, что продукт проходит больше стадий очистки, которые избавляют его от летучих соединений. Это хорошо — работать проще, нет головной боли и всех других симптомов.

У каждого свои достоинства и недостатки
Плохо то, что в процессе очистки снижается растворяющая способность. Это значит, что расход жидкости будет больше. Это если говорить о добавлении в краски или мастики. Второй момент — оттираться пятна будут хуже. Это если использовать вещество как средство для удаления пятен. С другой стороны, если пытаться вывести пятно с ткани уайт-спиритом с низкой степенью очистки, от запаха избавится чрезвычайно сложно (учтите, что многократная стирка не помогает). Понятное дело, чем менее пахучая жидкость, тем проще решается проблема. Возможно, по этой причине, некоторые производители выпускают этот тип растворителя нескольких степеней очистки (например, Тиккурилла — с синей и желтой этикетками). Разные средства для разных задач.
Рекомендации по применению уайт-спирита:
Уайт-спирит вводят в разводимый лакокрасочный материал небольшими порциями при постоянном перемешивании до получения нужной вязкости (консистенции).
При вскрытии тары с уайт-спиритом не допускается использовать инструменты, дающие при ударе искру. Работы с уайт-спиритом следует проводить при температуре окружающего воздуха от +5 до +30оС и относительной влажности не более 85%.
При применении уайт-спирита должны соблюдаться требования стандартов по технике безопасности работ, правил пожарной безопасности, промышленной санитарии. Работы с ним рекомендуется проводить при хорошей вентиляции или в хорошо проветриваемом помещении с использованием индивидуальных средств защиты. Не допускать попадания в органы дыхания и пищеварения.
Как и где хранить
Из-за высокой воспламеняемости данный растворитель стоит хранить в помещениях, недоступных для детей, с хорошей вентиляцией и отсутствием прямого солнечного света и открытого огня. Все размещенные на хранение канистры и емкости должны быть плотно закрыты Так как температура замерзания уайт спирита достаточно низкая, хранить его можно также и в неотапливаемых помещениях.
Важно! Запрещается переливать данный растворитель из заводских канистр и бочек в емкости изготовленные из простого не устойчивого к действию агрессивных веществ пластика – это может вызвать растворение и разгерметизацию емкостей и утечку уайт-спирта с его дальнейшим испарением и созданием пожароопасной ситуации.
Какие существуют аналоги
При отсутствии уайт спирита аналоги вполне могут заменить его. К таким веществам имеющими схожие с данным растворителям свойства относятся:
- бензин ;
- скипидар;
- сольвент;
- ацетон;
- растворители марок 646, 647, 649, 650, Р-4.
Каждый из аналогов, в отличие от уайт-спирита, имеет несколько худшие характеристики и применяется лишь при отсутствии последнего.
Полезное видео: применяем блеск уайт спирит
Тара и упаковка:
Уайт-спирит выпускается в промтаре, в стеклянных или пластиковых бутылках различной фасовки. При упаковке для розничной торговли не допускается применение стеклянных бутылок для пищевых жидкостей. Уайт-спирит, предназначенный для розничной торговли, упаковывают в стеклянные бутылки и флаконы вместимостью 0,25-1,00 дм3 и в бутылки (со щербинкой) вместимостью 0,25-0,50 дм3, закрывающиеся полиэтиленовыми пробками. Упаковывание бутылок и флаконов в деревянные, полимерные или картонные ящики. Допускается по согласованию с потребителем применять другие виды тары по нормативно-технической документации, обеспечивающие сохранность продукта.
Хранение: Уайт-спирит хранят при температуре от минус 40оС до +30оС.
Заключение
Несмотря на появление на рынке растворителей новых веществ, уайт-спирит благодаря своим свойствам и высокому качеству еще очень долгое время будет оставаться одним из лучших в своем классе веществ, применяемых при проведении окрасочных работ. Такое преимущество ему дает не столько качество, сколько доступная для всех категорий цена, большой выбор и очень хорошая репутация материала.
Технические характеристики уайт-спирита — расписываем все нюансы

Во время ремонтных и строительных работ возникает необходимость сделать краску, мастику, шпаклевку не такой густой. Для этого используют растворители — специальные составы, которые не меняют свойств исходного материала. Один из них — уайт-спирит. Это, наверное, самое недорогое и популярное средство с подобными свойствами.
Что такое уайт-спирит
Уайт-спирит — один из органических растворителей, который получают путем прямой переработки (дистилляции) нефти. Название этого растворителя — транслитерация английского названия — white spirit, что дословно переводится как «белый дух». Представляет собой прозрачную, чуть маслянистую жидкость. Относится к веществам с низким уровнем опасности (4 группа), но, при длительном вдыхании паров, могут появиться симптомы отравления.
Уайт-спирит содержит значительное количество летучих веществ (по ГОСТ 3134-78 не более 16%, по ТУ — кто как хочет), что придает ему специфический запах. Чтобы снизить неприятные ощущения, добавляют вещества, более приятно пахнущие. Сказать, что это улучшает ситуацию сложно, но…
Фасовка есть разная
По сути, уайт-спирит — один из сортов керосина (легкие фракции) или обезвоженный очищенный бензин. Содержит большее количество летучих и «ароматических» веществ, поэтому в качестве топлива используется редко, так как тепла выделяет немного.
Определенной формулы уайт-спирит не имеет, так как выполняется перегонкой и состав зависит от исходного сырья. Некоторые виды — с дополнительной доочисткой — запах имеют слабый, за счет большего количества ступеней очистки. Растворитель без запаха имеет, обычно, Западное происхождение. У него более сложная технология очистки, но и растворяющая способность ниже, а цена — выше. Тем не менее и он довольно популярен, так как отсутствие запаха часто важно — при длительной работе с красками, например.
Что собой представляет растворитель уайт-спирит
Растворитель Уайт-спирит — это нефтепродукт, который добывают в результате перегона и очистки нефти. Данное вещество, получаемое из синтеза синтетических углеродов при очистке нефти, широко используют в каждой отрасли строительных работ. Данное название white-spirit было взято из английских слов White and Spirit. White — означает белый и бесцветный цвет и spirit — означает дух. В строительном мире данный растворитель привыкли называть уайт-спирит как нефрас С4-155/200. Более простое название — растворитель «Стоддарда» от англ. словосочетания Stoddard solvent.

В первую очередь данную субстанцию (white-spirit) применяют в сфере лакокрасочных материалов для размешивания и разведения всевозможных лаковых и масляных красок, включая алкидные. Эта процедура позволяет сократить расходы лакировочных материалов, не нанося ущерба для качества. White-spirit также выполняет и второстепенную задачу – отлично растворяет растительные масла, жиры. В общем, выполняет функцию обезжиривания. Данный растворитель также применяется и для очистки двигателей.
Что касается запаха, то у уайт-спирит он резкий, что-то наподобие керосина. Его можно почувствовать уже на расстоянии в несколько метров. Пары уайт-спирита являются чрезвычайно ядовитыми, из-за этого они способны вызывать у человека высшую степень интоксикации. Поэтому начиная работать с подобными вещами, всегда надевайте респиратор и другую защитную одежду.
Приобрести white-spirit в наши дни не составляет труда. На современном рынке можно встретить как иностранные, так и отечественные марки. Что касается ценовой политики, то тут дело каждого, что важнее – запах или деньги.

Назначение
Служит активным растворителем алкидных, масляных, некоторых каучуковых и других лакокрасочных материалов, а также битумов и ряда смол в соответствии с инструкцией по их применению.
Из чего состоит уайт-спирит
Как таковой прямой формулы для данного растворителя нет. В качестве основы для производства white-spirit обычно делают смесь алифатическо-ароматических углеводородистых связей.
Зачастую производители указывают их процентное соотношение:
- 14% — арома компоненты;
- 0,035% — массовая часть серного компонента.
Важно! В независимости от использованных пропорций и технологий приготовления вещества, в качестве готового продукта растворитель white-spirit обязан соответствовать нормам ГОСТ 3134-78.

Свойства и характеристики
Как уже говорили, характеристики и свойства уайт-спирита стандартизованы: ГОСТ 3134-78. Но найти в продаже растворитель, сделанный по ГОСТу, очень непросто. Большая часть производится по ТУ, в которых прописаны собственные правила. В частности, меняется максимальное содержание летучих веществ.

Уайт-спирит под названием Нефрас произведен по ТУ 0251-009-51758336-2008
Например, широко распространен Нефрас-С4—155/205. Качественные характеристики у него ниже, чем требует ГОСТ. Но выпускается он по ТУ, что не противоречит законодательству. Перечень требований ГОСТа приведен в таблице.
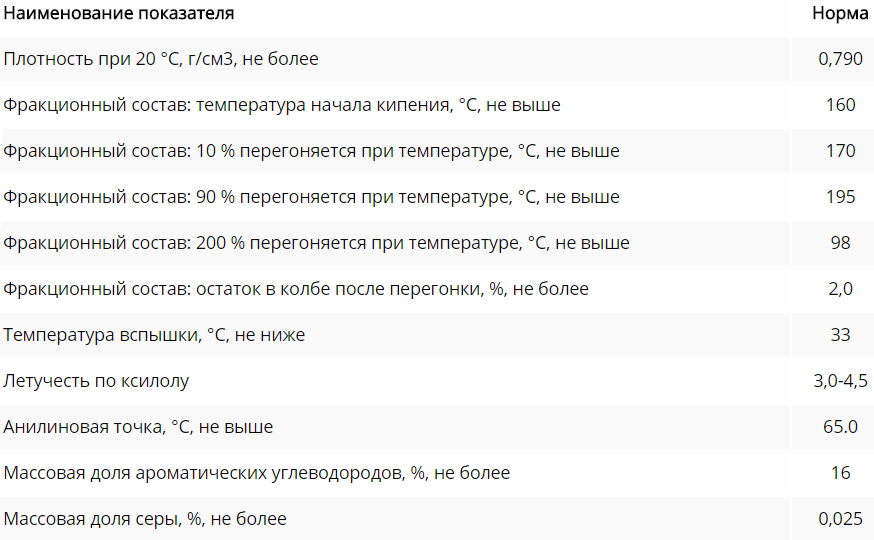
Характеристики уайт-спирита по ГОСТ
Обратите внимание на такую характеристику, как температура вспышки. По ГОСТу она +33°C. Это значит, что при нагреве до этой температуры, возможно возгорание. Так что надо быть очень аккуратным при использовании и хранении. Есть еще одна особенность — жидкость накапливает статический заряд. Поэтому тара — пластиковая или стеклянная.
Краткое описание применения:
Уайт-спирит (нефрас-С4-155/200) применяется в лакокрасочной промышленности в качестве растворителя, в производстве олиф и других отраслях промышленности.
Меры безопасности при работе с растворителем
Перед тем как определиться с мерами предосторожности, следует сказать, что у уайт-спирита есть и полезные качества. К этим положительным моментам можно отнести следующее:
- Говорят, что при попадании на кожу он может вызывать раздражения. На самом деле растворитель в этом плане абсолютно безвреден. После работы с ним достаточно просто помыться с мылом.
- Различные виды White spirit в большей или меньшей степени имеют запах. Независимо от этого ни один из видов не обладает токсичностью. Точнее, токсичность минимальна и поэтому отравления, как и поражения кожи, встречаются редко.
- Температура возгорания 33 °С, но так как испарение происходит быстрее, то и опасность возникновения пожара сведена к минимуму.
- Если хранить в тёмном месте, то он способен выдерживать как -40, так и +30 градусов по Цельсию.
А теперь рассмотрим исходя из положительных качеств непосредственно сами меры безопасности:
- При попадании растворителя на кожу поражённый участок следует просто промыть водой, лучше с мылом.
- Чтобы предотвратить контакт с веществом, следует пользоваться резиновыми перчатками.
- В целом продукт относится к 4 классу, что подразумевает высокую степень опасности по ГОСТ 12.1.007-76. В случаях пожара горящий растворитель тушат огнетушителями, так как водой погасить огонь не получится.
- Продолжительность испарения уайт-спирита по времени зависит от процентного состава: 10% — 310 секунд, 80% — 64 минуты. Поэтому пользоваться веществом в закрытом помещении не рекомендуется.
- Наряду с тем, что отравление парами вызывает головокружение, нельзя добавлять в жидкость щёлочи и кислоты.
Использование white-спирита
Вещество уайт-спирит обладает широким спектром применения. Наиболее часто его применяют в следующих направлениях:
- в изготовлении лакировочных веществ;
- в производстве антимикробных субстратов для отделки дерева;
- при производстве грунтовых веществ;
- для очистки деталей машин и промышленного оборудования;
- для удаления жира с поверхности металлов;
- при приготовлении мастик от автомобилей, битума и сланца;
- во время производства полировочных и шлиф паст;
- в качестве вещества для предварительной очистки поверхности перед окрашиванием.
Важно! White-spirit широко применяют коллекционеры для очистки старинных вещей из металла.
Как выполнять данную процедуру можно узнать из видео внизу.
Состав продукта и технические характеристики
Технические характеристики качественного растворителя, включая плотность, представлены в таблице:
Состав уайт-спирита хотя и оговорен в ГОСТ 3134, но все же не обладает четкой формулой. Производство основано на смешении углеводородов. Процесс перегонки ведется при t 155-200оС. Подобный температурный диапазон способствует преобразованию молекул из жидкого состояния в газообразное. Существует и другое название уайтспирит – Нефрас, от сокращенного понятия нефтяной растворитель. Продукт полностью идентичен всем знакомому уайт-спириту, обладает характерным запахом и по консистенции напоминает маслянистую жидкость.
Благодаря отличным техническим характеристикам, высоко зарекомендовал себя на строительном рынке растворитель, выпускаемый ТМ Тиккурила. Образцы продукции представлены на фото:


Подробное описание и назначение:
Уайт-спирит используется для разбавления лакокрасочных материалов: алкидных эмалей и лаков, масляных красок, смоляных и битумных материалов. Представляет собой высококипящую фракцию бензина, не содержит водорастворимых кислот и щелочей.
При разбавлении лакокрасочных материалов уайт-спирит позволяет добиться необходимых качественных характеристик получаемых из них покрытий.
Удельное объемное электрическое сопротивление уайт-спирита равно 1013 Ом•м.
Литература
- ГОСТ 3134-78. Уайт-спирит. Технические условия.
- Пучков Н. Г., Забрянский Е. И., Малявинский Л. В. Товарные нефтепродукты, их свойства и применение. Справочник / Под ред. Пучкова Н. Г. — М.: Химия, 1971. — 414 с.
- Нефтепродукты, М., 1970.
- Папок К. К., Рагозин Н. А., Технический словарь-справочник по топливу и маслам, 3 изд., М., 1963.
Цвет и внешний вид:
Уайт-спирит представляет собой почти бесцветную (имеет желтоватый оттенок), прозрачную маслянистую жидкость с характерным запахом керосина. В нём не должно наблюдаться видимых механических примесей, растворитель имеет однородный состав без признаков расслоения.
Упаковка и внешний вид уайт-спирита
Описание продукта включает и указание маркировки. Российские производители выпускают растворитель под маркой «Нефрас-С4-155/205». Кроме этого, на упаковке кириллицей обязательно указывается международное название «Уайт-спирит».
В производственных условиях растворитель разливается по пластиковой таре. Объем емкостей для потребителей составляет:
- 0,5 л;
- 3,0 л;
- 5,0 л;
- 10,0 л.
Обычно первая позиция представлена компактными бутылками, последние три для удобства распределяются в канистры. Один из вариантов упаковки уайт-спирита 5 л представлен на фото:

Строгих ограничений по выбору упаковки для растворителя не существует, поэтому каждый производитель волен сам выбирать форму тары. Еще один вариант расфасовки уайт-спирит 5 л и других объемов демонстрирует следующее фото:

Для транспортировки и потребления растворителя в промышленных масштабах уайт-спирит упаковывают в большие металлические бочки емкостью 216 л. В зависимости от условий технологического процесса, сроки хранения растворителя варьируются от 3 до 10 лет. Допустимый температурный режим, при котором продукт сохраняет свои свойства, находится в пределах от -40 до +30оС.
Фотографии не дают представление о внешнем виде продукта под названием уайт-спирит. Поэтому попробуем дать популярному растворителю подробное описание. Жидкость прозрачного цвета по консистенции сходна с моторным маслом. Иногда уайт-спирит приобретает желтоватый оттенок, что не является показателем низкого качества или завершения срока хранения. Характерный запах растворителя обладает сходством с керосином и распространяется в диапазоне нескольких метров.
Внимание! Испарения уайт-спирита представляют опасность для дыхательных путей и могут спровоцировать интоксикацию организма. Поэтому столь важно неукоснительное соблюдение защитных мер при работе с растворителем.

Рекомендации по применению уайт-спирита:
Уайт-спирит вводят в разводимый лакокрасочный материал небольшими порциями при постоянном перемешивании до получения нужной вязкости (консистенции).
При вскрытии тары с уайт-спиритом не допускается использовать инструменты, дающие при ударе искру. Работы с уайт-спиритом следует проводить при температуре окружающего воздуха от +5 до +30оС и относительной влажности не более 85%.
При применении уайт-спирита должны соблюдаться требования стандартов по технике безопасности работ, правил пожарной безопасности, промышленной санитарии. Работы с ним рекомендуется проводить при хорошей вентиляции или в хорошо проветриваемом помещении с использованием индивидуальных средств защиты. Не допускать попадания в органы дыхания и пищеварения.
Тара и упаковка:
Уайт-спирит выпускается в промтаре, в стеклянных или пластиковых бутылках различной фасовки. При упаковке для розничной торговли не допускается применение стеклянных бутылок для пищевых жидкостей. Уайт-спирит, предназначенный для розничной торговли, упаковывают в стеклянные бутылки и флаконы вместимостью 0,25-1,00 дм3 и в бутылки (со щербинкой) вместимостью 0,25-0,50 дм3, закрывающиеся полиэтиленовыми пробками. Упаковывание бутылок и флаконов в деревянные, полимерные или картонные ящики. Допускается по согласованию с потребителем применять другие виды тары по нормативно-технической документации, обеспечивающие сохранность продукта.
Хранение: Уайт-спирит хранят при температуре от минус 40оС до +30оС.
White-spirit – это своего рода «ветеран» на рынке растворителей. Кроме данного растворителя, еще существует множество химических средств, для очистки и обезжиривания поверхности, которые также получают в процессе нефтеперегонки. Это всевозможные типы бензорастворителей. Они способны похвастаться теми же свойствами, что и whitr-spirit (малый компонентный состав, относительно большая температура закипания, невысокая токсичность, отличная разбавляющая способность при работе с плёнкообразующими, красящими и экстрагируемыми веществами, небольшое количество аромауглеводородов в своем составе).
Тем не менее уайт-спирит до сих пор является самым популярным решением для очистки, разведения и обезжиривания в строительном мире, даже несмотря на появление более современных аналогов. Это достигается, благодаря тому, что ни один другой аналог до сих пор не способен похвастаться такими впечатляющими показателями при использовании в соотношении с разумной ценой. Главное правило для качественного применения растворителя white-spirit – является грамотное и строгое выполнение всех требуемых условий для работы с растворителем, прописанных в инструкции. Только в таком случае у вас получиться достичь максимальной результативности без малейшего вреда для вашего здоровья.
Как варить потолочный шов электросваркой

- 1 Особенности техники формирования швов
- 2 Подготовка соединения встык
- 3 Безопасность сварочных работ
- 4 Видео
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
 Техника формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
 Потолочная сварка круглой детали
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
 Сварка встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
 Одежда для сварки
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Потолочный шов
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?

Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V -образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Сварка потолочных швов
Содержание:
- Особенности выполнения
- Оборудование
- Рекомендации
- Технология
- Сварка полуавтоматом
- Безопасность
- Интересное видео
Среди существующих видов расположения швов потолочный сварочный шов занимает особое положение. Такое внимание к нему объясняется в первую очередь неудобным положением сварщика при этом процессе. Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Потолочная сварка является своеобразным экзаменом. Сварщик, овладевший таким методом, автоматически повышает свою квалификацию и становится более востребованным. Сферой, где приходится прибегать к потолочной сварке, может быть и прокладка трубопроводов, и строительные площадки, и укрепление беседки на дачном участке.

Особенности выполнения
При сварке потолочного шва капли расплавленного металла под действием силы своей тяжести стремятся упасть вниз. Частично удерживает их от падения поверхностное натяжение. При сваривании горизонтального шва внизу подобной проблемы не существует. Сварочная ванна в этом случае растекается вдоль соединения. Задача сварщика достаточно проста – следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.

Сварочная ванна получается только на одной кромке. Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Сварщик с запрокинутой вверх головой и поднятой рукой с электродом быстро устает, что не способствует качеству выполняемой работы. Поэтому частые перерывы становятся производственной необходимостью.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный. Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
- Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр – 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Рекомендации
Потолочный шов при сварке получится более качественным, если соблюдать приемы, проверенные временем и практикой:
- при работе использовать короткую дугу, что повысит точность;
- электроды держать, отводя их незначительно вбок, для снижения растекания металла;
- ширина сварного шва не должна превышать диаметр электрода;
- вести шов на “себя”, что даст возможность его контроля;
- выбрать комфортный темп работы.
Применение этих рекомендаций упростят процесс и повысят качество шва.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы “V”.
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.

Положение электрода относительно верхней поверхности – 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.

Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.

Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность – периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка полуавтоматом
При выполнении потолочного шва применяется сварка полуавтоматом. Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Безопасность
Поскольку при сваривании шва, находящегося наверху, существует опасность попадания раскаленных капель на исполнителя, его защита приобретает особое значение. Костюм сварщика выполняют из плотного огнестойкого материала. Рукавицы должны перекрывать края рукавов. Голову и лицо защищает маска. Рядом с производством работ не должны находиться легковоспламеняющиеся материалы и предметы.
Интересное видео
Как варить потолочный шов электросваркой
Потолочную сварку считают самым сложным типом сварочных работ. Это объяснимо тем, что во время процесса сварочная ванна расположена вверх дном. Чтобы сделать работу правильно, нужно соблюдать правила безопасности и основные тонкости технологического процесса. Стоит ознакомиться подробнее с тем, как варить потолочный шов, чтобы он был максимально качественным и прочным.
Особенности потолочной сварки
Потолочную сварку считают довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуют выполнять эту операцию самостоятельно. Перед ней в обязательном порядке нужно провести подготовительные работы, подобрать качественный инструмент, обзавестись средствами индивидуальной защиты.
Потолочное сцепление характеризуют рядом сложностей. В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
Прежде чем приступить к спаиванию потолочных швов, необходимо знать некоторые особенности процесса:
- для объединения потолочных валиков нужно применять исключительно сварку полуавтоматом или ручным методом;
- для увеличения прочностных и эксплуатационных показателей потолочных сцеплений используют покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварку полотна осуществляют в формате дуги с минимальным радиусом;
- ширина образованного потолочного шва должна быть несколько меньше, чем толщина электрода;
- осуществлять сварку необходимо в сухом помещении с низким уровнем влажности. На электроде, сварочном аппарате и металлических профилях также должна отсутствовать вода. Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
- чтобы отслеживать качество получаемого шва необходимо работать по направлению «на себя». Это позволит видеть процесс и контролировать его;
- для предотвращения растекания металла электрод следует поместить под небольшим углом, немного отводя его в бок.

Виды потолочных швов
Формирование потолочных швов признают одним из самых проблемных процессов, для исполнения которого необходим большой опыт работы в этом направлении, обладание глубокими познаниями технологий и способов сварки.
В зависимости от способа образования, различают три основных типа швов: стыковой, внахлест и тавровый.
Встык (стыковой шов)
Одно из самых прочных креплений, для которого характерно неоднократное прохождение электрода. Изначально нужно сформировать корневой шов, для которого потребуется электрод с диаметром 3 мм. Чтобы стык был максимально прочным, рекомендуют при формировании корневого валика пользоваться методом сварки «лесенка». После того, как шов сформирован, ему необходимо дать время на остывание.
Второй и третий проход нужно делать электродами с диаметром 3 и 4 мм. При этом сила тока инвертора должна быть средней. Все последующие слои потолочного шва формируют в виде наплавки. Если все сделано правильно, лицевая сторона должна иметь ширину незаполненной разделки в пределах 0,5-2 мм.

Внахлест
Этот вид используют для сварки листового металла с небольшой толщиной (до 8 мм). Чтобы соединение было максимально прочным, крайне важно подобрать правильный угол расположения электрода к поверхности. Он должен составлять 15-45 градусов. Если не соблюдать это требование, расплавленный металл будет находиться не на стыке, а в стороне, что заметно снизит качество шва и прочность крепления.

Тавровый потолочный шов
Эта разновидность представляет собой форму буквы «Т». Его делают с одним или двумя швами. Что касается разделки кромок, то эта операция остается на усмотрение сварщика. Во многом все зависит от толщины деталей, подлежащих сварке и количества швов:
- одинарный шов, толщина металлических листов до 4 мм – обработка кромки не требуется;
- двойной шов, толщина металла 4-8 мм – обработка кромки не обязательна;
- одинарный шов, толщина металлических профилей 4-12 мм – необходима разделка кромки с одной стороны;
- двойной шов, толщина металла до 12 мм – требуется разделка кромки с обеих сторон, причем швов должно быть также два.

Одним из разновидностей таврового потолочного шва считают угловое соединение. Визуально оно напоминает букву «У». Требования к нему предъявляют аналогичные, как к классическому тавровому шву, однако существует несколько особенностей. Уровень наклона электрода к металлической поверхности должен колебаться в пределах 60 градусов. Если он будет меньше, качество сварки ухудшится. Особенно это заметно, если необходимо соединить между собой два металлических профиля разной толщины. При несоблюдении требования большая часть прогрева придется на более толстый профиль, что приведет к тому, что тонкий металл не будет прогорать.
Способы сварки потолочного шва
Эксперты выделяют несколько методик сварки потолочных валиков:
- Полумесяц (дуговой). Этот метод предусматривает угловой наклон электрода (90-140 градусов) к поверхности. Далее необходимо делать зигзагообразные колебательные движения, напоминающие дугу. Сварной элемент будет передвигаться по направлению от кромки к кромке, обеспечивая прочную сварку.
- Лесенка. Обладает схожими особенностями со сваркой полумесяцем. Используя обозначенную методику, электрод следует разместить под углом 90-130 градусов к металлической поверхности. Ввиду опасности стекания раскаленного металла, при исполнении операции сварной элемент нужно отвести в сторону. Как только он остынет, электрод возвращают на место работы, после чего операцию возобновляют. Лесенка имеет визуальное отличие от полумесяца в итоговом исполнении. Различие между ними заключается в том, что шовное соединение приобретает удлиненную форму.
- Обратно-поступательный способ. Особенность этого метода заключается в том, что сварной элемент несколько раз проходит по поверхности шва. Изначально нужно сформировать корневой валик, обладающий сечением в пределах 3 мм. Потом его нужно оставить на некоторое время остыть. После полного охлаждения металла, электрод возвращают на поверхность.




Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников.
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
- Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
- Инвертор необходимо отсоединять от сети, если он не используется. Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети.
- Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты. В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике.
- Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями.
- В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.

Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.




Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Заключение
Варить потолочный шов непросто, это трудоемкая и энергозатратная задача. Справиться с ней могут только пользователи, обладающие определенными навыками сварки, разбирающиеся в особенностях исполнения подобных соединений. Если у потребителя нет достаточного опыта в сварке потолочных швов, лучше доверить эту задачу опытному профессионалу.
Как варить потолочный шов электросваркой

Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
 Средства защиты
Средства защиты
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.
Рекомендации
 Потолочный шов
Потолочный шов
При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64. После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
Варианты варки
 Сварка на полукруглой поверхности
Сварка на полукруглой поверхности
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.
Процесс
 Крепкий шов
Крепкий шов
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.
При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
 Способ сварки
Способ сварки
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков. Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Слой на лицевой стороне

Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:

