

Полезные советы / В распиловке ленточными пилами второстепенных факторов не бывает.
Любое отступление от нормы приводит к снижению качества распиловки и потере производительности.
Если возникла проблема с пилением следует обратить внимание на нижеперечисленные причины:
- При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название “отжатия” или “отжима”, то есть говоря: пилу отжимает. Вызвано это, скорее всего, слишком большим углом заточки зуба. Попробуйте уменьшить угол заточки на пару градусов.
- При входе в бревно пила делает скачек вверх и, когда Вы снимаете доску, она кривая как сабля. Это вызвано, скорее всего, тем, что угол заточки зуба слишком большой, а развод недостаточен. Попробуйте уменьшить угол заточки зуба на пару градусов и увеличить развод на сторону 0,05-0,1мм.
- Пила “ныряет” вниз и, когда Вы снимаете доску, она кривая как сабля. Это, скорее всего, вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки на пару градусов и увеличить развод на сторону 0,05-0,1мм.
- Пила “ныряет” вниз и пилит ровно после этого. Это может быть обусловлено несколькими причинами, например тем, что пила затупилась, однако, скорее всего, причиной этого явления является недостаточный угол заточки пилы, что может быть в свою очередь вызвано тем, что заточник не заправляет своевременно камень. Посмотрите на полотно внимательно, если форма зуба покажется Вам идеальной, то следует увеличить угол заточки зуба на пару градусов.
- На доске остается слишком много опилок и они рыхлые на ощупь. Это, скорее всего, вызвано слишком большим разводом и, если Вы присмотритесь внимательнее, то увидите характерные царапины поперек полотна доски, так называемые “следы от зуба”. Как Вы уже, наверное, догадались, следует несколько уменьшить развод пилы.
- Опилки на доске спрессованы и горячие на ощупь. Развод недостаточен, следует увеличить развод на 0.1мм на сторону по индикатору. Угол заточки уменьшить.
- Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод на 0,1 мм на сторону по индикатору.
Не забывайте, что пиление нераздвоенной пилой – это самый быстрый способ ее порвать!
- Пила порывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком близко от тыльной стороны полотна. Расстояние от тыльной стороны полотна пилы до упора направляющего ролика должно быть не менее 1мм.
- Новая, ни разу не переточенная пила трескается по впадинам зуба. Это чаще всего вызвано тем, что полотно недостаточно разведено для той работы, которую ими пытаются выполнить, либо тем, что полотном продолжали пилить после того, как оно затупилось, либо могло произойти после первого реза, если бревно было достаточно «обваляно» в песке.
- На полотне пилы накатываются опилки. Это вызвано тем, что пила недостаточно разведена и в пропиле остается недостаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличьте развод на 0.1 мм на сторону по индикатору.
- Опилки “накатываются” на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности во впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
- После переточки полотно покрывается трещинами во впадинах зубьев. Во время переточки одним разом сняли слишком большой слой металла, в результате чего получился перекал поверхности зуба. Либо это связано с изменением геометрии зуба. Сравните геометрию зуба с той, которая была первоначально, приложив к пиле кусок полотна, который ни разу не перетачивался.
- Необходимо постоянно следить за состоянием заточного камня. Своевременно его профилировать.
Все вышеперечисленные причины и случаи могут иметь место при условии стабильной работоспособности ленточнопильного станка!
Желаем удачи в лесопилении!
© ООО «ПилорамCервис» 2004–2020
Информация на сайте ни при каких обстоятельствах не является публичной офертой.
При использовании материалов с данного сайта – ссылка на него обязательна!
Рекомендации
Устали от волны на доске? Мы расскажем как правильно разводить зубья ленточной пилы. Часть 1.
В цикле статей о ленточном пилении мы уже рассказывали о проблеме правильной наладки процесса пиления, давали подробные рекомендации по приобретению станков для распиловки бревен, ленточно-делительных станков для производства погонажа или ленточно-пильных станков для мебельного предприятия. Также мы подробно рассказали о новом способе заточки ленточных пил. В данной статье мы рассмотрим вторую часть подготовки ленточной пилы к работе − процесс разводки ее зубьев.
Разводка зубьев ленточной пилы, несмотря на кажущуюся простоту, оказывается самым тяжелым процессом, так как после окончания развода точность его невозможно проверить по внешнему виду пилы, а от того, насколько точно он выполнен, в основном зависит качество поверхности пиломатериала.
Побывав на очень многих пилорамах, могу уверенно сказать, что больше 90% волны при пилении возникают именно из-за некачественной разводки. Неравномерный (прыгающий) развод зубьев, развод зубьев не по ломаной, а по радиусу или ниже 4 мм от вершины зуба, развод с неодинаковым значением на обе стороны ленточной пилы или просто неправильно выбранная величина развода ведут к неустойчивости пилы в пропиле. Еще 5% приходятся на пиление затупившимися или изначально некачественно заточенными пилами, а оставшиеся 5% получаются при неправильных настройках пилорамы.
Коварные волны
Для начала необходимо опровергнуть почти всеобщее заблуждение, что ленточной пилой дерево пилить легко − это же не железо. На самом деле все как раз наоборот. При тех скоростях движения пилы на шкивах, такой большой подаче при распиле и существенных неравномерностях плотности самой древесины по всей длине бревна (сучки) пила может сохранять прямолинейное движение только при очень качественной подготовке.
Часто наши клиенты, когда мы им показываем, как надо правильно разводить ленточную пилу, говорят, разве есть разница для пиления от того, насколько точно выполнен развод зубьев пилы − с допуском в одно деление индикатора, то есть ± 0,01 мм, или 10 делений индикатора, то есть ± 0,1 мм, ведь даже на глаз не видно разницы, значит, для пилы это тем более неважно. Только после того как мы им показывали в микроскопе величину притупления режущей кромки, при которой пила начинает терять устойчивость в пропиле, то есть волнить (рис. 1), они начинали понимать, что для глаза нет никакой разницы, а для качественного пиления разница очень даже большая. Нами это было неоднократно проверено на разных пилорамах. Независимо от времени работы или распиленного объема пиловочника, ленточная пила снималась с пилорамы при первом появлении волны. Везде получались примерно одинаковые результаты. Минимальное притупление даже части режущих кромок зубьев пилы всего лишь на 0,05-0,07 мм, что равносильно уменьшению развода на пять-семь делений индикатора, уже приводит даже на средних подачах к образованию волны. Те же, кто работал на ленточных станках, распиливающих металл, прекрасно знают, что круглый прокат, особенно сталь 3, можно распилить пилой, у которой режущие кромки просто снесены.
Дело не в заточнике
Хороший разводной станок − это чисто техническая проблема. Кажущийся простой внешний вид станка вводит в заблуждение многих производителей. Они думают, что его очень легко можно сделать. Когда смотришь на те станки, которыми пытаются разводить свои ленточные пилы заточники на местах, создается впечатление, что практически все их изготовители абсолютно не понимают, как, собственно, станок должен работать, и стремятся по максимуму упростить его конструкцию, а соответственно для лучшей продажи, и уменьшить цену. А проблему, заключающуюся в том, что правильно разводить такими разводными не получается, объясняют тем, что надо искать хорошего заточника. Но дело здесь, как и с заточными станками, не в хорошем или плохом заточнике, а в том, что такими разводными нельзя хорошо развести пилу в принципе. Весь механизм болтается, некоторые основные части станка просто отсутствуют, параллельности и перпендикулярности торцов упоров и плоскостей пластин не соблюдаются, тело пилы хорошо зажать невозможно. Таким образом, вместо развода зуба вы получаете эффект «качелей». Толкатель давит на зуб, но вместо отклонения зуба начинает выгибаться тело ленточной пилы (это выгибание будет всего лишь 0,3-0,7 мм, редко больше, совсем незаметное на глаз), причем выгибаться тело будет при каждом нажатии по-разному, а значит, все зубья будут отгибаться при вроде бы одинаковых значениях индикатора на абсолютно непредсказуемую величину.
При повторном нажатии на рычаг для проверки полученного развода разница значений на индикаторе может достигать десяти и более единиц от необходимого значения. Это при условии, что ленточная пила будет хорошо пилить только при разнице развода в две единицы на всех зубьях. При разнице развода некоторых зубьев до пяти единиц пила начнет пилить нормально, но быстро заволнит, так как часть зубьев уже почти не участвуют в процессе пиления. При разнице развода некоторых зубьев свыше пяти единиц в большую сторону вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и соответственно его цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше пяти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд. Тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и в конечном итоге быстрому разрыву ленточной пилы.
В результате вы получаете каждый зуб с непредсказуемым разводом и соответствующее качество пиления. То есть смотреть на индикатор таких разводных почти бессмысленно. Пилу надо чувствовать. И опять начинаются разговоры о том, что заточником надо родиться. Отвечу всем сразу. Не надо искать суперзаточников, надо разводить ленточную пилу на хороших разводных станках.
Хороший станок − залог успеха
Рассмотрим этот процесс более подробно.
Разводной станок должен выполнять следующие функции:
- точно и одинаково при любой ширине ленточной пилы для всех ее зубьев устанавливать по высоте только ту часть зуба, которую необходимо развести;
- подводить каждый зуб пилы под толкатель точно в одном и том же месте;
- при разводе каждого зуба сначала обеспечивать такое зажатие тела ленточной пилы, чтобы оно не имело возможности выгибаться во время нажатия толкателем на зуб (исключить эффект «качелей»);
- отгибать на определенную величину кончик зуба пилы по ломаной линии, а не по радиусу;
- отталкивать тело ленточной пилы от неподвижной пластины после возвращения механизма зажатия тела в исходное положение, чтобы при подаче следующего зуба для развода его режущая кромка не резала наконечник индикатора;
- иметь возможность повторного нажатия на разводимый зуб для проверки и при необходимости корректировки полученного развода.
При многократных повторных нажатиях для проверки развода даже одного зуба разница в показаниях индикатора должна быть максимум одно-два деления.
При невыполнении разводным станком хотя бы одной из этих функций зубья ленточной пилы можно будет разводить только плохо или очень плохо. Но 99% разводных станков производятся таким образом, что они не выполняют одну или несколько функций, да к тому же еще и сами очень плохого качества изготовления.
Поэтому разводить ленточную пилу на них можно только по наитию, что хорошо получается очень редко. Соответственно так пила и пилит.
Четыре варианта на выбор
Существуют четыре варианта разводки зубьев пилы.
1. Ручной классический. Тело пилы при разводе зуба зажимается двумя подпружиненными штырями. Развод производится с одной стороны ленточной пилы. Затем пила снимается со станка, выворачивается, снова устанавливается на станок и производится развод с другой стороны.
2. Ручной усовершенствованный (по типу пресса). Развод производится так же, как и в первом варианте, только тело ленточной пилы здесь надежно фиксируется упорной пластиной под разводимым зубом, что гарантированно не позволяет ему выгибаться при надавливании толкателем на зуб (полностью исключается эффект «качелей»).
3. Развод двух зубьев сразу на обе стороны.
1. В основе всех вариантов лежит классический.
Компоновка частей станка у разных производителей может немного отличаться, но принцип работы у всех остается одинаковым. Основным недостатком классического варианта даже при качественном изготовлении станка, что бывает крайне редко, является то, что тело ленточной пилы при разводе зуба зажимается подпружиненными штырями. Штыри практически всегда по разным причинам при разводе зуба не могут надежно удерживать тело пилы, и вместо развода зуба вы получаете так называемый эффект «качелей» с непредсказуемым разводом.
Разводные станки этого варианта изготавливаются почти всеми производителями пилорам. Ниже представлены основные элементы подобных станков (рис. 2).
Отсутствие какой-либо части или некачественное ее изготовление ведут к усложнению или принципиальной невозможности получения хорошего результата.
1. Массивная несущая плита, на которую крепятся все детали.
2. Неподвижная опорная пластина, на которую крепятся индикатор (7) и иногда направляющие для подвижной пластины (10).
Пластина должна быть обязательно каленой. Еще лучше, если в пластине будет легкосменяемая каленая вставка. Если пластина некаленая, то в месте отгибания зуба очень быстро образуется смятие, то есть кончик зуба будет отгибаться не по ломаной, а по радиусу. Следовательно, не образуется жесткий рычаг отогнутой части зуба со всем зубом. Теперь при относительно большой подаче или при резком изменении плотности на сучках зуб уже не сможет нормально срезать древесину. Он будет отгибаться (пружинить) на радиусе, зацепляться в другом месте и тем самым уводить пилу от ровного пропила.
Пластина должна крепиться к несущей плите так, чтобы ее вертикальные плоскости были перпендикулярны основанию несущей плиты.
Крепление индикатора должно быть таким, чтобы имелась возможность его регулировки в горизонтальной и вертикальной плоскостях. Это необходимо для того, чтобы установить торец наконечника индикатора (8) строго параллельно вертикальной плоскости неподвижной пластины и соответственно плоскости пилы, иначе, в зависимости от места касания зуба, будут получаться разные значения.
Необходимо, чтобы плоскость торца наконечника индикатора была обязательно отторцована, иначе также, в зависимости от места касания зуба, будут получаться разные значения.
Наконечник индикатора должен быть обязательно закален, иначе в нем очень быстро образуется выбоина и значения развода начинают прыгать.
Отверстия под направляющие должны быть строго перпендикулярны вертикальной плоскости неподвижной пластины, находиться на одном расстоянии от уровня плиты и обеспечивать минимальный зазор с направляющими, иначе при движении подвижной пластины ее начнет уводить в разные стороны, тело ленточной пилы невозможно будет хорошо зажать и получится эффект «качелей».
3. Подвижная пластина. На ней устанавливаются регулируемый по длине толкатель зуба (11) и два подпружиненных упора (9), которые при нажатии рычага должны зажимать тело пилы.
Пластина должна быть изготовлена с точным соблюдением параллельностей и перпендикулярностей своих плоскостей. Все отверстия в пластине необходимо очень точно просверлить с соблюдением параллельности плоскостям, без боковых отклонений, иначе невозможно будет обеспечить точный прижим плоскостей неподвижной и подвижной пластин, упоров к телу ленточной пилы и торца толкателя к зубу.
Отверстия под направляющие движения пластины должны иметь минимальный зазор и находиться на одном расстоянии от нижнего края пластины. После установки в них направляющих зазор между опорной плитой и нижней гранью пластины должен составлять 1,5-2,5 мм.
Отверстие для соединения подвижной пластины с механизмом толкания должно быть соосно с осью механизма, так чтобы при их соединении уже общее движение проходило мягко, без рывков, зацепов и задиров.
Отверстия под упоры должны иметь минимальный зазор и находиться на одном расстоянии от верхней плоскости пластины.
Отверстие толкателя должно быть на таком расстоянии от верхней плоскости, чтобы после установки толкателя во время развода расстояние от его нижней части до верхней плоскости неподвижной пластины составляло 0,5-1 мм.
Необходимо, чтобы резьба отверстия толкателя была нарезана очень точно, иначе при изменении величины длины толкателя его торцевая толкающая точка (плоскость и т. д.) будет менять высоту.
Пружины упоров должны быть достаточно жесткими, чтобы тело ленточной пилы не отжималось во время развода зуба, и иметь такую длину, чтобы упоры при разводе могли практически полностью уходить в пазы подвижной пластины.
Толкатель зуба изготавливается из каленой или некаленой стали. От этого будет сильно меняться его износостойкость (точность надавливания на зуб). Торец толкателя может быть (рис. 3):
- в виде конуса. Толкание зуба производится вершиной (точкой) конуса, которая быстро расплющивается, что не позволяет точно вести развод;
- в виде усеченного конуса из закаленной стали. Удобная для работы форма, хотя встречается крайне редко. Закаленный торец имеет не точку, а круг диаметром 1,5-2,5 мм и способен, относительно долго не меняя своих геометрических размеров, проводить развод зубьев;
- в виде скошенной плоскости. Точно угол плоскости на необходимую величину развода сделать невозможно, поэтому развод зуба производится всегда касанием не всей плоскостью, а только ее части в виде прямой линии, высота которой в зависимости от необходимого отклонения зуба меняется, что не позволяет вести точный развод;
- в виде твердосплавной пластины. Проблемы такие же, как и в предыдущем пункте, только износостойкость выше;
- в виде усеченного конуса с завальцованным шариком на конце. Самый лучший вариант. Толкатель всегда упирается в зубья в одном и том же месте, и при правильной вальцовке шарик долгое время практически не стирается. Шарик обязательно должен свободно вращаться. Если он будет заклинен, то быстро сотрется с одной стороны, и все преимущества такой формы торца пропадут.
4. Регулируемые по высоте точки опоры спинки ленточной пилы.
Для устранения появления риски должны быть изготовленными из каленого материала, вращающимися и иметь возможность удобной регулировки высоты с установленной пилой для точного выставления высоты разводимой части зуба.
5. Механизм толкания подвижной пластины может быть нескольких типов:
- рычажным;
- эксцентриковым;
- винтовым.
Принципиального значения эти механизмы не имеют, поскольку никак не влияют на результат разводки, а определяют только удобство работы.
6. Механизм передвижения на три зуба сразу для развода пилы в любую сторону с упорами для точной установки каждого зуба. Механизм обеспечивает точную и быструю установку разводимого зуба.
Новый станок − исправляем неточности изготовления
Прочитав все описанное выше, вы сможете самостоятельно проверить и при возможности исправить свой разводной станок. Однако проще и дешевле купить хороший новый. Единственный способ проверки станка заключается в проверке получаемого развода. При многократных повторных нажатиях разница значений на индикаторе должна быть максимум два деления. Для примера расскажу, что нам пришлось сделать, когда один из наших клиентов попросил довести до рабочего состояния его станок.
Внешне станок выглядел очень красиво. Но когда мы попытались развести на нем ленточную пилу, выяснилось, что практически все узлы выполнены некачественно. Разброс получаемых значений при повторном нажатии был больше десяти единиц, что не позволяло делать на нем качественный развод.
1. Подвижная пластина была расположена неперпендикулярно плоскости основания (небольшое вертикальное и горизонтальное отклонение).
Тело пилы зажималось где-то в середине и сильнее с правого края и только частью плоскости торцов упорных штырей. Верхняя часть тела пилы оставалась свободной. Эффект «качелей».
2. Пружины упорных штырей длинные и слишком жесткие, не позволяющие штырям полностью уйти в пазы подвижной пластины.
Тело выгибалось. Эффект «качелей».
3. Толкатель зуба был в виде конуса из некаленого материала.
Быстро расплющивался на конце, усложняя развод.
4. Упор индикатора расположен непараллельно плоскости ленточной пилы, плоскость его торца не отторцована (показания индикатора менялись в зависимости от места касания).
Торец не закален − очень быстро появится выбоина, при попадании в которую также будет получаться неточный развод.
5. Нижние нерегулируемые опоры спинки пилы. Невозможно установить необходимую высоту разводимой части зуба. Развод получался не по ломаной, а по радиусу. Неустойчивость в пропиле.
6. Отсутствовали толкатель на три зуба с упорами для точной подачи зуба. Невозможно вести развод в одном месте на каждом зубе. Неточный развод.
И даже после того, как мы исправили все неточности изготовления, на станке хорошо можно стало разводить только ленточные пилы с некалеными зубьями или калеными зубьями, но со слабой фиксацией в теле (о типах ленточных пил было рассказано в предыдущих статьях). При разводе других типов пил сразу же появлялся эффект «качелей».
Мифы и реальность ленточного пиления. Часть 3.1
В цикле статей о ленточном пилении мы уже рассказывали о проблеме правильной наладки процесса пиления, давали подробные рекомендации по приобретению станков для распиловки бревен, ленточно-делительных станков для производства погонажа или ленточнопильных станков для мебельного предприятия. Также мы подробно рассказали о новом способе заточки ленточных пил. В данной статье мы рассмотрим вторую часть подготовки ленточной пилы к работе − процесс разводки ее зубьев.
Разводка зубьев ленточной пилы, несмотря на кажущуюся простоту, оказывается самым тяжелым процессом, так как после окончания развода точность его невозможно проверить по внешнему виду пилы, а от того, насколько точно он выполнен, в основном зависит качество поверхности пиломатериала.
Побывав на очень многих пилорамах, могу уверенно сказать, что больше 90% волны при пилении возникают именно из-за некачественной разводки. Неравномерный (прыгающий) развод зубьев, развод зубьев не по ломаной, а по радиусу или ниже 4 мм от вершины зуба, развод с неодинаковым значением на обе стороны ленточной пилы или просто неправильно выбранная величина развода ведут к неустойчивости пилы в пропиле. Еще 5% приходятся на пиление затупившимися или изначально некачественно заточенными пилами, а оставшиеся 5% получаются при неправильных настройках пилорамы.
Коварные волны
Для начала необходимо опровергнуть почти всеобщее заблуждение, что ленточной пилой дерево пилить легко − это же не железо. На самом деле все как раз наоборот. При тех скоростях движения пилы на шкивах, такой большой подаче при распиле и существенных неравномерностях плотности самой древесины по всей длине бревна (сучки) пила может сохранять прямолинейное движение только при очень качественной подготовке.
Часто наши клиенты, когда мы им показываем, как надо правильно разводить ленточную пилу, говорят, разве есть разница для пиления от того, насколько точно выполнен развод зубьев пилы − с допуском в одно деление индикатора, то есть ± 0,01 мм, или 10 делений индикатора, то есть ± 0,1 мм, ведь даже на глаз не видно разницы, значит, для пилы это тем более неважно. Только после того как мы им показывали в микроскопе величину притупления режущей кромки, при которой пила начинает терять устойчивость в пропиле, то есть волнить (рис. 1), они начинали понимать, что для глаза нет никакой разницы, а для качественного пиления разница очень даже большая. Нами это было неоднократно проверено на разных пилорамах. Независимо от времени работы или распиленного объема пиловочника, ленточная пила снималась с пилорамы при первом появлении волны. Везде получались примерно одинаковые результаты. Минимальное притупление даже части режущих кромок зубьев пилы всего лишь на 0,05-0,07 мм, что равносильно уменьшению развода на пять-семь делений индикатора, уже приводит даже на средних подачах к образованию волны. Те же, кто работал на ленточных станках, распиливающих металл, прекрасно знают, что круглый прокат, особенно сталь 3, можно распилить пилой, у которой режущие кромки просто снесены.
Дело не в заточнике
Хороший разводной станок − это чисто техническая проблема. Кажущийся простой внешний вид станка вводит в заблуждение многих производителей. Они думают, что его очень легко можно сделать. Когда смотришь на те станки, которыми пытаются разводить свои ленточные пилы заточники на местах, создается впечатление, что практически все их изготовители абсолютно не понимают, как, собственно, станок должен работать, и стремятся по максимуму упростить его конструкцию, а соответственно для лучшей продажи, и уменьшить цену. А проблему, заключающуюся в том, что правильно разводить такими разводными не получается, объясняют тем, что надо искать хорошего заточника. Но дело здесь, как и с заточными станками, не в хорошем или плохом заточнике, а в том, что такими разводными нельзя хорошо развести пилу в принципе. Весь механизм болтается, некоторые основные части станка просто отсутствуют, параллельности и перпендикулярности торцов упоров и плоскостей пластин не соблюдаются, тело пилы хорошо зажать невозможно. Таким образом, вместо развода зуба вы получаете эффект «качелей». Толкатель давит на зуб, но вместо отклонения зуба начинает выгибаться тело ленточной пилы (это выгибание будет всего лишь 0,3-0,7 мм, редко больше, совсем незаметное на глаз), причем выгибаться тело будет при каждом нажатии по-разному, а значит, все зубья будут отгибаться при вроде бы одинаковых значениях индикатора на абсолютно непредсказуемую величину.
При повторном нажатии на рычаг для проверки полученного развода разница значений на индикаторе может достигать десяти и более единиц от необходимого значения. Это при условии, что ленточная пила будет хорошо пилить только при разнице развода в две единицы на всех зубьях. При разнице развода некоторых зубьев до пяти единиц пила начнет пилить нормально, но быстро заволнит, так как часть зубьев уже почти не участвуют в процессе пиления. При разнице развода некоторых зубьев свыше пяти единиц в большую сторону вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и соответственно его цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше пяти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд. Тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и в конечном итоге быстрому разрыву ленточной пилы.
В результате вы получаете каждый зуб с непредсказуемым разводом и соответствующее качество пиления. То есть смотреть на индикатор таких разводных почти бессмысленно. Пилу надо чувствовать. И опять начинаются разговоры о том, что заточником надо родиться. Отвечу всем сразу. Не надо искать суперзаточников, надо разводить ленточную пилу на хороших разводных станках.
Хороший станок − залог успеха
Рассмотрим этот процесс более подробно.
Разводной станок должен выполнять следующие функции:
- точно и одинаково при любой ширине ленточной пилы для всех ее зубьев устанавливать по высоте только ту часть зуба, которую необходимо развести;
- подводить каждый зуб пилы под толкатель точно в одном и том же месте;
- при разводе каждого зуба сначала обеспечивать такое зажатие тела ленточной пилы, чтобы оно не имело возможности выгибаться во время нажатия толкателем на зуб (исключить эффект «качелей»);
- отгибать на определенную величину кончик зуба пилы по ломаной линии, а не по радиусу;
- отталкивать тело ленточной пилы от неподвижной пластины после возвращения механизма зажатия тела в исходное положение, чтобы при подаче следующего зуба для развода его режущая кромка не резала наконечник индикатора;
- иметь возможность повторного нажатия на разводимый зуб для проверки и при необходимости корректировки полученного развода.
При многократных повторных нажатиях для проверки развода даже одного зуба разница в показаниях индикатора должна быть максимум одно-два деления.
При невыполнении разводным станком хотя бы одной из этих функций зубья ленточной пилы можно будет разводить только плохо или очень плохо. Но 99% разводных станков производятся таким образом, что они не выполняют одну или несколько функций, да к тому же еще и сами очень плохого качества изготовления.
Поэтому разводить ленточную пилу на них можно только по наитию, что хорошо получается очень редко. Соответственно так пила и пилит.
Четыре варианта на выбор
Существуют четыре варианта разводки зубьев пилы.
1. Ручной классический. Тело пилы при разводе зуба зажимается двумя подпружиненными штырями. Развод производится с одной стороны ленточной пилы. Затем пила снимается со станка, выворачивается, снова устанавливается на станок и производится развод с другой стороны.
2. Ручной усовершенствованный (по типу пресса). Развод производится так же, как и в первом варианте, только тело ленточной пилы здесь надежно фиксируется упорной пластиной под разводимым зубом, что гарантированно не позволяет ему выгибаться при надавливании толкателем на зуб (полностью исключается эффект «качелей»).
3. Развод двух зубьев сразу на обе стороны.
1. В основе всех вариантов лежит классический.
Компоновка частей станка у разных производителей может немного отличаться, но принцип работы у всех остается одинаковым. Основным недостатком классического варианта даже при качественном изготовлении станка, что бывает крайне редко, является то, что тело ленточной пилы при разводе зуба зажимается подпружиненными штырями. Штыри практически всегда по разным причинам при разводе зуба не могут надежно удерживать тело пилы, и вместо развода зуба вы получаете так называемый эффект «качелей» с непредсказуемым разводом.
Разводные станки этого варианта изготавливаются почти всеми производителями пилорам. Ниже представлены основные элементы подобных станков (рис. 2).
Отсутствие какой-либо части или некачественное ее изготовление ведут к усложнению или принципиальной невозможности получения хорошего результата.
1. Массивная несущая плита, на которую крепятся все детали.
2. Неподвижная опорная пластина, на которую крепятся индикатор (7) и иногда направляющие для подвижной пластины (10).
Пластина должна быть обязательно каленой. Еще лучше, если в пластине будет легкосменяемая каленая вставка. Если пластина некаленая, то в месте отгибания зуба очень быстро образуется смятие, то есть кончик зуба будет отгибаться не по ломаной, а по радиусу. Следовательно, не образуется жесткий рычаг отогнутой части зуба со всем зубом. Теперь при относительно большой подаче или при резком изменении плотности на сучках зуб уже не сможет нормально срезать древесину. Он будет отгибаться (пружинить) на радиусе, зацепляться в другом месте и тем самым уводить пилу от ровного пропила.
Пластина должна крепиться к несущей плите так, чтобы ее вертикальные плоскости были перпендикулярны основанию несущей плиты.
Крепление индикатора должно быть таким, чтобы имелась возможность его регулировки в горизонтальной и вертикальной плоскостях. Это необходимо для того, чтобы установить торец наконечника индикатора (8) строго параллельно вертикальной плоскости неподвижной пластины и соответственно плоскости пилы, иначе, в зависимости от места касания зуба, будут получаться разные значения.
Необходимо, чтобы плоскость торца наконечника индикатора была обязательно отторцована, иначе также, в зависимости от места касания зуба, будут получаться разные значения.
Наконечник индикатора должен быть обязательно закален, иначе в нем очень быстро образуется выбоина и значения развода начинают прыгать.
Отверстия под направляющие должны быть строго перпендикулярны вертикальной плоскости неподвижной пластины, находиться на одном расстоянии от уровня плиты и обеспечивать минимальный зазор с направляющими, иначе при движении подвижной пластины ее начнет уводить в разные стороны, тело ленточной пилы невозможно будет хорошо зажать и получится эффект «качелей».
3. Подвижная пластина. На ней устанавливаются регулируемый по длине толкатель зуба (11) и два подпружиненных упора (9), которые при нажатии рычага должны зажимать тело пилы.
Пластина должна быть изготовлена с точным соблюдением параллельностей и перпендикулярностей своих плоскостей. Все отверстия в пластине необходимо очень точно просверлить с соблюдением параллельности плоскостям, без боковых отклонений, иначе невозможно будет обеспечить точный прижим плоскостей неподвижной и подвижной пластин, упоров к телу ленточной пилы и торца толкателя к зубу.
Отверстия под направляющие движения пластины должны иметь минимальный зазор и находиться на одном расстоянии от нижнего края пластины. После установки в них направляющих зазор между опорной плитой и нижней гранью пластины должен составлять 1,5-2,5 мм.
Отверстие для соединения подвижной пластины с механизмом толкания должно быть соосно с осью механизма, так чтобы при их соединении уже общее движение проходило мягко, без рывков, зацепов и задиров.
Отверстия под упоры должны иметь минимальный зазор и находиться на одном расстоянии от верхней плоскости пластины.
Отверстие толкателя должно быть на таком расстоянии от верхней плоскости, чтобы после установки толкателя во время развода расстояние от его нижней части до верхней плоскости неподвижной пластины составляло 0,5-1 мм.
Необходимо, чтобы резьба отверстия толкателя была нарезана очень точно, иначе при изменении величины длины толкателя его торцевая толкающая точка (плоскость и т. д.) будет менять высоту.
Пружины упоров должны быть достаточно жесткими, чтобы тело ленточной пилы не отжималось во время развода зуба, и иметь такую длину, чтобы упоры при разводе могли практически полностью уходить в пазы подвижной пластины.
Толкатель зуба изготавливается из каленой или некаленой стали. От этого будет сильно меняться его износостойкость (точность надавливания на зуб). Торец толкателя может быть (рис. 3):
- в виде конуса. Толкание зуба производится вершиной (точкой) конуса, которая быстро расплющивается, что не позволяет точно вести развод;
- в виде усеченного конуса из закаленной стали. Удобная для работы форма, хотя встречается крайне редко. Закаленный торец имеет не точку, а круг диаметром 1,5-2,5 мм и способен, относительно долго не меняя своих геометрических размеров, проводить развод зубьев;
- в виде скошенной плоскости. Точно угол плоскости на необходимую величину развода сделать невозможно, поэтому развод зуба производится всегда касанием не всей плоскостью, а только ее части в виде прямой линии, высота которой в зависимости от необходимого отклонения зуба меняется, что не позволяет вести точный развод;
- в виде твердосплавной пластины. Проблемы такие же, как и в предыдущем пункте, только износостойкость выше;
- в виде усеченного конуса с завальцованным шариком на конце. Самый лучший вариант. Толкатель всегда упирается в зубья в одном и том же месте, и при правильной вальцовке шарик долгое время практически не стирается. Шарик обязательно должен свободно вращаться. Если он будет заклинен, то быстро сотрется с одной стороны, и все преимущества такой формы торца пропадут.
4. Регулируемые по высоте точки опоры спинки ленточной пилы.
Для устранения появления риски должны быть изготовленными из каленого материала, вращающимися и иметь возможность удобной регулировки высоты с установленной пилой для точного выставления высоты разводимой части зуба.
5. Механизм толкания подвижной пластины может быть нескольких типов:
- рычажным;
- эксцентриковым;
- винтовым.
Принципиального значения эти механизмы не имеют, поскольку никак не влияют на результат разводки, а определяют только удобство работы.
6. Механизм передвижения на три зуба сразу для развода пилы в любую сторону с упорами для точной установки каждого зуба. Механизм обеспечивает точную и быструю установку разводимого зуба.
Новый станок − исправляем неточности изготовления
Прочитав все описанное выше, вы сможете самостоятельно проверить и при возможности исправить свой разводной станок. Однако проще и дешевле купить хороший новый. Единственный способ проверки станка заключается в проверке получаемого развода. При многократных повторных нажатиях разница значений на индикаторе должна быть максимум два деления. Для примера расскажу, что нам пришлось сделать, когда один из наших клиентов попросил довести до рабочего состояния его станок.
Внешне станок выглядел очень красиво. Но когда мы попытались развести на нем ленточную пилу, выяснилось, что практически все узлы выполнены некачественно. Разброс получаемых значений при повторном нажатии был больше десяти единиц, что не позволяло делать на нем качественный развод.
1. Подвижная пластина была расположена неперпендикулярно плоскости основания (небольшое вертикальное и горизонтальное отклонение).
Тело пилы зажималось где-то в середине и сильнее с правого края и только частью плоскости торцов упорных штырей. Верхняя часть тела пилы оставалась свободной. Эффект «качелей».
2. Пружины упорных штырей длинные и слишком жесткие, не позволяющие штырям полностью уйти в пазы подвижной пластины.
Тело выгибалось. Эффект «качелей».
3. Толкатель зуба был в виде конуса из некаленого материала.
Быстро расплющивался на конце, усложняя развод.
4. Упор индикатора расположен непараллельно плоскости ленточной пилы, плоскость его торца не отторцована (показания индикатора менялись в зависимости от места касания).
Торец не закален − очень быстро появится выбоина, при попадании в которую также будет получаться неточный развод.
5. Нижние нерегулируемые опоры спинки пилы. Невозможно установить необходимую высоту разводимой части зуба. Развод получался не по ломаной, а по радиусу. Неустойчивость в пропиле.
6. Отсутствовали толкатель на три зуба с упорами для точной подачи зуба. Невозможно вести развод в одном месте на каждом зубе. Неточный развод.
И даже после того, как мы исправили все неточности изготовления, на станке хорошо можно стало разводить только ленточные пилы с некалеными зубьями или калеными зубьями, но со слабой фиксацией в теле (о типах ленточных пил было рассказано в предыдущих статьях). При разводе других типов пил сразу же появлялся эффект «качелей».
Сообщества › Лада Приора (Lada Priora Club) › Блог › Пилить или не пилить?!

Всем привет! Имею 126 двигатель, Э-газ, хочу запилить гбц, убрать катализатор, поставить нулевик, прошить, всё остальное сток! Вопрос таков, что это мне даст?
1)Мощность?
2)Динамику?
3)Обороты?
4)Расход?
Интересует мнение кто так сделал!
Всем спасибо!
Смотрите также
Комментарии 61

я бы ничего не советовал. тока выхлоп+прошивка. .
напилишь и тп — считай нет ресурса+ не продашь. нафиг надо!

не тренируй себе и людям мозги, ставь “паука” 4-2-1 и делай прошивку “евро-2” и катайся в своё удовольствие, будешь навозить много кого из иномарок (в районе 1.6, максимум 120 л.с на ручке, ну и если нормально умеешь переключаться в отсечке, то 1.8 на автомате), про стандартные тазы даже со 127 двигателем (106 л.с.) вообще молчу, на счёт гранты спорт не знаю, сам хочу давно зарубиться, но не попадается мне эта машина ! все 4 пункта, что перечислил получишь, “башку” не пили если валы ставить не будешь !
Если хочешь ещё больше мощности, тогда это уже совсем другой разговор ! то, что я написал это конкретно по твоему вопросу ! нулевик можешь поставить ради прикола, устанешь чистить со временем сам поставишь стандарт, удачи !
если я туда полезу то я дум что пилить буду на будущее чтоб потом не пилить, чтоб потом меньше работы было!
когда соберёшься тогда и делай всё в раз, смысла от одного запила “бошки” не будет !

По мне, если не знаешь зачем пилить, нафиг тебе это надо тогда? Любые переделки несут и положительные и отрицательные стороны. Если уж заморачиваться то надо делать все и с расчетом, а не абы как (но опять же как все это будет работать Е-газом). А если просто чтоб чуть получше ехала, на мой взгляд убирать катализатор и под евро2 шить. Но я за экологию))
а как расчетать ?
ну много же всяких статей есть. Но только подумай сколь голова стоит, если вдруг ты ее закосячишь.
голова другая будет б/у для косяков!

Пилить нужно, но пилить так как показывает Влас в своих видео! У меня пиленная голова, облегченные клопы, вал 11.8, 56 дроссель, нулевик и чиповка! Расход в городе 6.7-7л при том что двигатель кручу 7000-7300!
по поводу нулевика не слушай никого, ничего он не засерает, я проездил с нулевиком тыщ 60, при разборке двигателя там было всё в идеале,
Правильно люди писали, что не вздумай ставить вставки, лучше ставь 4-2-1 будет самое то!
А в Идеале если хочешь что бы она сверлила у тебя, то задумайся над облегчением Шатунно-поршневой группы и маховика — этим ты повысишь КПД! Облегчи клапана — лучше пропускаемость будет, поставь валик 10.93, и обязательно ЧИП! Удачи!
Ув. пользователи ненадо меня пинать и всё в этом плане, я высказываю свою точку зрения! Всем спасибо!
ШПГ вроде в 126 итак облегчена ?

Пилить нужно, но пилить так как показывает Влас в своих видео! У меня пиленная голова, облегченные клопы, вал 11.8, 56 дроссель, нулевик и чиповка! Расход в городе 6.7-7л при том что двигатель кручу 7000-7300!
по поводу нулевика не слушай никого, ничего он не засерает, я проездил с нулевиком тыщ 60, при разборке двигателя там было всё в идеале,
Правильно люди писали, что не вздумай ставить вставки, лучше ставь 4-2-1 будет самое то!
А в Идеале если хочешь что бы она сверлила у тебя, то задумайся над облегчением Шатунно-поршневой группы и маховика — этим ты повысишь КПД! Облегчи клапана — лучше пропускаемость будет, поставь валик 10.93, и обязательно ЧИП! Удачи!
Ув. пользователи ненадо меня пинать и всё в этом плане, я высказываю свою точку зрения! Всем спасибо!
а ниче что у него 16 клап?а валик 10.93 это на 8кл
Женская пила
Здравствуйте! Помогите, пожалуйста, с выбором. Нужна пила для работы на даче: распилить досочку, спилить сук, ветки или дерево. Так, по мелочи. Но пилить будет моя мама, пожилая женщина. Собиралась купить ей электроножовку Хаммер в магазине “220 вольт”, хороша и повесу, и по пропилу, и по цене. На форуме прочитала, что Хаммер делается неизвестно кем в Китае специально для этого магазина, а точнее торгового дома, который этот магазин содержит. Но дело не только в этом, а в том, что в другом магазине сказали, мол, у ножовки будет большая вибрация. Там посоветовали купить цепную пилу, но для мамы это очень сложно. Бензопила – тяжелая, циркул., тоже не годится для пожилой дамы. Что делать? Так ли страшна вибрация в ножовке, вообще, есть ли она. В этом Хаммере пропил больше, чем в фирменных ножовках, это нормально? Спасибо.
ивана , саблю. Маме безопасней и Вам спокойней. А вот какую, это уж щас насоветуют.  или не тяжелую сетевую, или аккумуляторную.(может мелкую. 10.8) Всё упирается в кошелёк.
или не тяжелую сетевую, или аккумуляторную.(может мелкую. 10.8) Всё упирается в кошелёк.
Я бы взял лобзик для досок , ветки пилил бы ручной пилой . Если женщиной бы был .
бегрол , престарелая женщина, ручной пилой, сыряк. Да за что Вы так ненавидите тёщю?
бегрол , У меня мама 10 вольтовой пилит ветки ,доски безопасней лобзиком.
ивана написал :
Нужна пила для работы на даче: распилить досочку, спилить сук, ветки или дерево.
Может просто лучковую пилу ей купить? пилит хорошо, правда -это ручной инструмент.. ” >
имхо, любой бензо-электро инструмент наверное слишком сложно для пожилого человека( хотя понятие пожилого весьма относительное).. циркулярка вообще не подходит под озвученные цели.. бензопила, если например, штиль-180, как у меня, то она совсем не тяжелая.. но это достаточно опасный инструмент, как и любая цепная пила.. сабельные -вроде у них небольшая глубина пропила, сучок отпилят, а вот дерево -наверное уже вряд ли.. вы б поподробнее озвучили возраст вашей мамы. типа -слегка за 50, и тд и тп.
БОШ PFZ 500E – самая подходящая для мамы тс,и для всех мам вообще .
DivelS21 написал :
бегрол , У меня мама 10 вольтовой пилит ветки ,доски безопасней лобзиком.
Я тоже заметил, в этом году женщины себе и мужчины для женщин постоянно покупают сабельные аккумуляторные ножовки. В прошлом году такого не было – женщины иногда покупали для своей сильной половины в подарок или она (сильная половинка) для себя любимого. 
Сегодня пришел человек, ранее покупавший маме GSA 10,8 V-LI, купил ей GSB 10,8 V-LI – мама посмотрела на его инструмент и сказала, что он ей тоже нужен. Самое удобное в этом то, что аккумуляторы у всей семьи одинаковые. Можно в гости к маме ходить только со своей тушкой в кармане.
У Боша есть пилка для сабельной пилы S 617 K.

Позиционируется следующим образом. Необработанная древесина, без гвоздей (
ивана , Позвольте порекомендовать ” > . Пробовал сам, для мелких работ в саду самое то . И сделано безопасно.
Прикольно что пил таких полно и у макиты и у AEG , Самое главное отличие угловой крюк упор для фиксации на ветках
И увы несъемный незаменяемый аккумулятор
Судя по теще, пожилой женщине для сада-огорода что-то более сложное чем я бы не доверил. Да и сама она не захочет. А такой управляется очень легко. Что-то более сложное или тяжелое все равно просит сделать нас.
Только не покупайте в больших хозяйственных или небольших сельских магазинах – совсем не то.
Я кстати имея бензопилу и сабельку пилю все ветки похожей на эту складную пилку ножевкой стаер по гипсокартону
Она короткая с удобной ручкой и в ножнах
А что по гипсокартону узнал года через два , когда начал по интернету вторую искать
” >
Блин только сейчас увидел какое у меня там имя 
Переделка зарядных устройств и не только
alex_k написал :
И увы несъемный незаменяемый аккумулятор
Если участок 6-12 соток, то второй аккум нафиг не нужен. А встроенного на пяток и поболе – сезонов, хватит вполне Ох, уж этот местный максимализм.
У мну тёща с триммером на ты.Остальное ей тяжеловато

Ves написал :
бегрол , престарелая женщина, ручной пилой, сыряк. Да за что Вы так ненавидите тёщю?
Доски пилить лобзиком – самое безопасное дело + лобзик = самый легкий инструмент . Пилки недорогие .
Для сада . сабелька конечно неплоха , но недёшева . если деревьев под обрезку много – то можно . А ежели нет , то хорошей ручной отпилить не сложно .
бегрол а своей сабельку от аег, аккумуляторную брал, ну естественно с прицелом под себя. несмотря на все удобство, ветки пилит японской ножевкой. удобнее, говорит. правда довольно долго осваивала сам процесс пиления, который при тяге на себя идет. теща вообще ни к чему не прикасается, зачем, приедут, сделают.
А вообще , женская пила -это нечто ! И чего они [женщины] нас пилят ?!
дык купите им сабельную пилу, им не до вас будет)))))))))))
dokar написал :
то второй аккум нафиг не нужен. А встроенного на пяток и поболе – сезонов, хватит вполне Ох, уж этот местный максимализм
Вы позвоните в любой сервис по выбору и спросите сколько стоит замена аккумулятора в этой машинке
для справки цена 1,5 а.ч. аккумулятора 12в у AEG примерно 1200 руб
” >
Мне лично в мелких пилах нравится линейка макиты
Makita JR100DWE
10.8 В, 2 х 1.3 Ач Li-ion, 0-3300 обм, ход-13 мм, рез-50 мм, 1.2 кг, чем, подсветка
за 6600 руб
второй вариант еще интересней сетевой AEG Сабельная пила AEG US 400 XE 411814
” >
или тоже самое с 18 вольтовым аккумулятором
Сабельная аккумуляторная пила AEG BMS 18C Li 411420 2,2 кг
примерно 7300 руб за
Одна пилка;
Один литий-ионный аккумулятор 3, а.ч.;
Зарядное устройство;
Кейс.
или вообще мультитул
AEG OMNI18C
AEG OMNI12C с насадкой сабельная пила AEG BWS12
или такой же сетевой AEG OMNI300
Приводы разные . Приставка одна AEG BWS 12 C-RH 431980
видел в продаже за 2500 руб
Вот и считайте что выгодней .
Как работать ручной пилой
Пилу нужно вести, иначе она начнет «гулять». Это надо понимать буквально. Дерево — живой материал, и поведение его непредсказуемо. Твердые годичные кольца, сучки, трещины, повышенная влажность и высокое содержание смолы могут серьезно осложнить распиливание.
По этой причине нет универсального инструмента, который мог бы учитывать все капризы дерева, а есть много различных специальных пил. Форма и порядок чередования их зубьев определяются не материалом, из которого изготовлено полотно пилы, а ее назначением. Каким-то инструментом можно пилить только по прямой, другой, напротив, лучше идет по кругу.
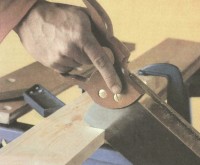
При распиливании движется только пила, заготовка должна быть надежно закреплена. Поэтому вам понадобится устойчивая опора. Например, верстак или козлы. Заготовка закрепляется струбциной или придерживается рукой, а особо крупная — дополнительно коленом.
Распиливание начинается и заканчивается многократным легким протягиванием пилы в обратном направлении, то есть прокладывается «след». В конце распиливания надо крепко держать остаток, чтобы он не обломился вместе с куском основной древесины.
Распиливание — один из самых распространенных процессов при обработке древесины. Чистый, ровный распил — не проблема, если подобрать нужный инструмент и уметь им пользоваться.

На фото (сверху вниз): большая и маленькая ножовки; пила со «спинкой»; пила с узким полотном. Слева рядом — пила для чистовой распиловки.
Для каждой заготовки — своя пила

Ножовка пилит быстро, но широкий шаг зубьев оставляет грубый след в мягком материале. С другой стороны, было бы затруднительно распиливать толстый брус пилой для чистовой распиловки. Словом, материал и инструмент должны подходить друг к другу. Только тогда можно рассчитывать на качественную работу и получение ровной, без дефектов детали. Предлагаем краткую инструкцию: какое дерево какой пилой нужно обрабатывать.
Как защитить пилу от повреждений
Любая пила (особенно ее режущая кромка) не должна во время хранения соприкасаться с другими инструментами. От такого соседства она может бытро выйти из строя.
Если у пилы нет чехла, то защитить ее зубья от повреждений поможет простой способ. В куске шланга делается прорезь нужной длины, после чего шланг насаживается на полотно пилы. Лучше всего для этой цели подойдет жесткий шланг, обтянутый изнутри тканью. Он плотно держится на полотне пилы даже после многократного использования.
Если продольное распиливание ведется в больших объемах, то лучше приобрести дисковую пилу. Делать это ручной пилой — намаешься. Это первое, а второе: информация, которую можно почерпнуть из текстов в рамке, для новичка непонятна, а для профессионала бесполезна.
Основные ручные пилы
В любой домашней мастерской должно быть по меньшей мере три-четыре пилы разного типа.
- Ножовка с широким полотном для грубого распила крупногабаритных деталей и заготовок. Чем полотно длиннее, тем быстрее идет работа. Однако по той же причине возрастает подвижность самого полотна, из-за чего пилу, что называется, уводит в сторону. Поэтому важно внимательно следить за линией распила, не допуская его отклонения от разметки. Новинка последних лет — тефлоновое покрытие полотна ножовки, которое значительно облегчает распиливание свежего дерева, а также защищает пилу от ржавчины.
- Пила со «спинкой» отличается от обычной ножовки не только тем, что имеет жесткую насадку, которая «гасит» колебания полотна, но и более мелкими, близко стоящими зубьями. Такая пила позволяет делать чистый и тонкий распил.
- Пила для чистовой распиловки обеспечивает ровный и аккуратный срез.
- Пила с узким полотном предназначена для выпиливания закругленных деталей и больших отверстий. Основное правило ухода за любой пилой: ее полотно всегда должно быть сухим и чистым. Зубья пилы — даже закаленные — следует регулярно затачивать.
Как правильно пилить
Пилить надо всегда со стороны раскроя, вплотную к разметочной линии. Это касается как грубых распилов ножовкой, так и точных распилов пилой с мелкими зубьями. Далее очень важно, чтобы обрабатываемая заготовка имела устойчивую опору в виде столешницы верстака или обычного рабочего стола. Для крупногабаритных заготовок лучше использовать козлы. В процессе распиливания деталь надо все время крепко придерживать рукой (крупногабаритную заготовку — еще и коленом) — иными словами, двигаться должна только пила.
Распиливание начинается с первых коротких движений под углом от 30 до 45 градусов. Только после того, как полотно пилы вошло в древесину и закрепилось в ней, можно начинать работу пилой на всю длину полотна.
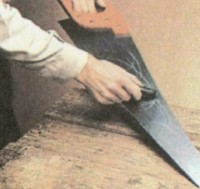
У края разреза пилите только короткими резкими толчками. Это позволит избежать обломов с нижней стороны заготовки.
Пропил вдоль древесных волокон — всегда «критическая» ситуация, особенно если древесина с большой свилью. Пила хочет, естественно, идти по пути наименьшего сопротивления, и если ее не сдерживать, она начнет «гулять». То есть на пилу в таких случаях приходится нажимать сильнее, чем обычно, что, в свою очередь, требует максимально устойчивого положения заготовки.
При больших поперечных распилах обычную ножовку может заклинить. В таких случаях лучше использовать пилу для продольного распиливания с сильно разведенными зубьями. Только надо учесть, что полоса распила будет значительно толще полотна пилы.
подготовка пилы к работе
Пилить свежую или сырую древесину станет легче, если полотно пилы смазать воском или мылом.

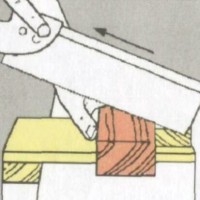
ножовка для продольного распила древесины
Заготовки крепко прижимаются к притолоке, ее правый край направляет пилу.
Цулага
При обработке мелких заготовок большую помощь может оказать цулага, изображенная на рисунках внизу.
Чтобы ее изготовить, потребуется кусок столярной плиты размером примерно 20 х 30 см и толщиной 2 мм, а также две струганые планки, которые надо закрепить на плите так, как показано на рисунке. Чтобы предотвратить искривление и разлом плиты, планки надо расположить поперек направления ее сердцевинного слоя.
Как работать с циркуляркой
Нижней планкой цулага упирается в край столешницы и таким образом задает правильное направление распилу, укороченная верхняя планка обеспечивает хорошую центровку пилы.
Если вам приходится распиливать длинные доски или планки, то не помешает вторая цулага, которая послужит упором для другого конца заготовки.
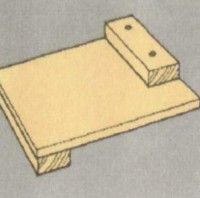
Куска столярной плиты и двух отрезков планки достаточно для изготовления практичной цулаги.
Перед началом распиливания поставленную под углом пилу надо несколько раз потянуть на себя.
Зубья и их форма
Возможности пилы зависят от ее формы и величины зубьев. Большое количество зубьев на определенной длине полотна означает тонкое распиливание, но медленное продвижение вперед. Малое количество зубьев дает грубый распил.
Древесина состоит из волокон, при распиливании они разделяются. При этом появляются опилки, которые нужно удалять. Чем зубья мельче, тем быстрее пропил и режущая кромка пилы забиваются мелкими опилками — пильной мукой. Зубья уже не могут захватывать древесину в полную свою высоту. Распиливание становится все более утомительным и, главное, малопродуктивным. А вот крупные зубья практически никогда не засоряются благодаря большей удаленности их кончиков друг от друга.
Почти у любой пилы зубья разведены, то есть их кончики поочередно отклоняются то влево, то вправо. Чем больше угол наклона, тем шире полоса пропила, и потому он меньше забивается опилками, а пилу меньше заклинивает.
Со временем зубья пилы затупляются и их нужно затачивать. При этом должна быть восстановлена нарушенная разводка. Даже для специалиста это не простая работа. Поэтому рекомендуем приобрести пилы с закаленными зубьями. Они не так быстро тупятся, да и затачивать их проще, чем зубья обычной пилы.
Надо всего лишь положить полотно пилы на стол и точильным бруском дважды провести по режущей кромке от конца к ручке, затем полотно перевернуть. Пила наточена, можно приступать к работе.
Крутые зубья для продольного распиливания

Так расположены зубья почти у всех ручных пил, включая ножовки и пилы со «спинкой».
Режущий край зубьев расположен вертикально. Подходит для продольных распилов.

продольное пиление ручной пилой
При продольном распиле заготовка достаточно должна выступать за верстак — так легче пилить.

Маркировка под зазором указывает, куда отклоняется пила.
Скосы
Соединение двух деревянных деталей под прямым углом, например у рамок картин, осуществляется часто с помощью клеевого шва с углом 45 градусов к краю. Срез под таким углом должен быть выполнен очень точно. Даже незначительное отклонение не позволит деталям плотно соединиться.
Точно и аккуратно распилить планку под углом 45 градусов поможет стусло. Это приспособление, изготовленное из древесины твердых пород, представляет собой колодку с двумя параллельными бортиками, косые прорези в которых обеспечивают пиле нужное положение. Причем в трех позициях, то есть пила может разделить планку по косой влево или вправо либо под прямым углом.
Планка должна плотно лежать в стусле: любое ее смещение может привести к изменению угла распила. Лучше всего закрепить деталь струбциной, ХорошоГесли и само стусло закреплено на верстаке или, по крайней мере, имеет устойчивое положение с упором. Пилят на стусле пилой со «спинкой» или пилой для чистовой распиловки. При частом использовании стусла его бортики могут повредиться, что неизбежно приведет к искажению угла распила. Такое стусло придется заменить.
Есть и дорогие стусла из металла. Они не изнашиваются и служат долго.

как распилить брус под 45 градусов
Стусло поможет аккуратно распилить планку под углом 45 и 90 градусов.

