

Особенности монтажа полимерных трубопроводов
У металлопластиковых труб (Pex-Al-Pex) коэффициент температурного расширения приблизительно равен 2,6×10 -5 , у труб с армирующим слоем из этиленвинилового спирта (Pex-Evon-Pex) — 2,1×10 -5 , у полипропиленовых с алюминиевым армированным слоем (PP-Al-PP) — 3×10 -5 , у полиэтиленовых без армирования (PE) — 14×10 -5 , у полипропиленовых без армирования (РР) — 15×10 -5 1/°С. Это значит, что при изменении температуры окружающего воздуха или транспортируемой жидкости на 10°С каждый метр трубы удлинится или укоротится соответственно: Pex-Al-Pex на 0,26; Pex-Evon-Pex на 0,21; PP-Al-PP на 0,3; PE на 1,4; PP на 1,5 мм.
Для надежной и долгосрочной эксплуатации необходимо учесть температурное расширение труб вдоль продольной оси при монтаже трубопровода, чтобы не допустить его разрушения при изменении температуры транспортируемой жидкости. Особенно это касается систем отопления, горячего водоснабжения и, в меньшей степени, систем теплых полов. Проектируя систему отопления, мы должны учесть, что монтаж трубопровода ведется при температуре, например, 20°С, а температура транспортируемой жидкости (воды или антифриза) может достигать 95°С и даже 110°С при аварийном скачке. Значит, разница температур между монтажной и эксплуатационной составляет 80°С. Для полипропиленового трубопровода без армирующего слоя (РР) это означает, что каждый его метр длины увеличится на 1,5×8=12 мм. Если же сделать этот трубопровод из армированного полипропилена, то удлинение каждого его метра составит 0,3×8=2,4 мм. Учитывая, что общая длина трубопровода составляет несколько метров, несложно спрогнозировать общее удлинение. Для нашего примера удлинение трубопровода протяженностью 5 м составит: для неармированного полипропилена — 12×5=60 мм, для армированного — 2,4×5=12 мм. Деформация трубопровода вследствие линейного расширения трубы вызовет повышенный уровень шума протекающей жидкости и негативно скажется на стабильности трубопровода в целом.
Сформулируем первое правило монтажа: для трубопроводов, подвергающихся значительным нагреваниям, нужно выбирать трубы с наименьшим температурным расширением, как правило, это трубы армированные алюминиевой фольгой. Однако нужно учитывать, что революционные изменения в области инженерных систем на сегодняшний день еще не закончились, вполне вероятно, что в недалеком будущем появятся новые трубы с измененным химическим составом. Например, уже сейчас конкуренцию традиционным металлопластиковым трубам (Pex-Al-Pex) составляют трубы армированные этиленвиниловым спиртом (Pex-Evon-Pex).
Для трубопроводов холодного водоснабжения можно выбирать трубы без армирования, так как перепад температур между монтажной и эксплуатационной в таких трубопроводах незначителен. В водопроводных системах температура воды чуть ниже комнатной, разница температур колеблется где-то в диапазоне 20°С. Водопроводные трубы, проложенные в неотапливаемых подвалах, возможно могут остывать до 0°С, придя в жилое помещение, вода нагреется, примерно до 20°С — разница 20°С.
В теплых полах трубопроводы спрятаны в стяжку, значит монтажная температура примерно 16–20°С, при нагревании теплоносителя ему придают температуру не выше 55°С, так как полы должны быть теплыми, а не горячими (на раскаленную сковороду мы не опоздаем), разница температур составляет около 35°С. В трубопроводах, спрятанных в стяжку или под штукатурку, температурное расширение труб воспринимает и гасит окружающий материал. Это примерно так же, как в железобетонных конструкциях: арматура и бетон имеют разные коэффициенты температурных расширений, а вместе они составляют прочный монолит с одним температурным расширением. Для системы теплых полов можно выбирать как армированные, так и неармированные трубы, но предпочтение все же лучше отдать армированным трубам. Если заранее можно предвидеть внутренние напряжения в трубах, связанные с их температурным удлинениям, то зачем их создавать?
При прокладке инженерных коммуникаций под штукатуркой нужно защищать все трубы пенополиэтиленовыми или пенополиуретановыми кожухами. Эта система носит название «труба в трубе», ее использование преследует две цели. Во-первых, уменьшается теплоотдача труб в материал стен, что актуально для любой разводки как для горячего и холодного водоснабжения, так и для отопления. Во-вторых, мягкий защитный кожух частично дает расширятся трубам и снимает в них внутренние напряжения.
Крепление полимерных трубопроводов к стенам производится с использованием неподвижных и подвижных опор.
В неподвижных опорах труба жестко закреплена и не имеет возможности температурного удлинения. Их устанавливают для деления трубопровода на несколько компенсационных участков. На стояке неподвижная опора устанавливается под тройником, у ответвления или у муфты в месте соединения труб, что предотвращает оседание стояка. Между неподвижными опорами необходимо обеспечить компенсацию трубопровода.
В подвижных опорах при температурном удлинении труба не зажимается в креплении, поэтому может передвигаться (скользить) вдоль продольной оси. Трубопроводы, чаще всего, можно спроектировать таким образом, что все опоры будут подвижными и при этом не будет проседания стояка (рис. 26). Кроме того, подвижные опоры более всего подходят для выполнения второго правила монтажа — «свободного отвода».
 Рис. 26. Пример закрепления полимерных трубопроводов подвижными и неподвижными опорами
Рис. 26. Пример закрепления полимерных трубопроводов подвижными и неподвижными опорами
Правило «свободного отвода» подразумевает, что во многих случаях при тройниковой и коллекторной прокладке трубопроводов можно закрепить ответвления магистралей таким образом, что при изменении температуры они будут свободно перемещаться в подвижных опорах и никакого другого решения компенсации удлинения не потребуется. Учитывая то обстоятельство, что современное сантехническое оборудование, чаще всего, подключается к трубопроводу посредством гибких шлангов, сделать «свободные отводы» не составит особых проблем.
При прокладке трубопровода в шахтах и каналах необходимо предусмотреть варианты компенсации линейного удлинения трубы в месте ответвления (рис. 27). Такую компенсацию можно обеспечить: оптимально разместив стояк в шахте (как можно дальше отодвинув стояк от стены, тем самым увеличить плечо изгиба); увеличив размер отверстия в шахте или канале для свободного движения в нем отвода; создав прямой или Г-образный участок отвода компенсационной длины.
 Рис. 27. Прокладка полимерных стояков в шахтах и нишах
Рис. 27. Прокладка полимерных стояков в шахтах и нишах
Необходимо следить за тем, чтобы ответвления труб имели достаточную возможность упругого изгиба соответственно линейному удлинению стояка. При прокладке в шахтах и каналах необходимо устанавливать точки жесткого крепления не более чем через 3 метра. В случае значительных изменений длины трубопровода между точками жесткого крепления, необходимо предусматривать специальные компенсаторы линейного удлинения, как и при открытой прокладке.
 Рис. 28. П- и Г-образные компенсаторы для полимерных труб
Рис. 28. П- и Г-образные компенсаторы для полимерных труб
Для восприятия линейного удлинения также используются конструкции: П-образный компенсатор; Г-образный компенсатор (рис. 28); петлеобразный компенсатор; прокладка труб в виде «змейки» (рис. 29).
 Рис. 29. Компенсаторы: петлеобразный и «змейка»
Рис. 29. Компенсаторы: петлеобразный и «змейка»
| Температурный перепад, °С | Отношение длины дуги к длине хорды, L/a | Длина дуги, L | Длина хорды, а | Стрела прогиба, h |
|---|---|---|---|---|
| 10 | 1,0022 | 0,2269 | 0,2264 | 0,0064 |
| 20 | 1,0045 | 0,3316 | 0,3301 | 0,0137 |
| 30 | 1,0067 | 0,4014 | 0,3987 | 0,0201 |
| 40 | 1,0087 | 0,4538 | 0,4499 | 0,0256 |
| 50 | 1,011 | 0,5236 | 0,5176 | 0,0341 |
| 60 | 1,0131 | 0,5585 | 0,5513 | 0,0387 |
| 70 | 1,0168 | 0,6109 | 0,6014 | 0,0463 |
| 80 | 1,0176 | 0,6458 | 0,6346 | 0,0517 |
| 90 | 1,0196 | 0,6807 | 0,6676 | 0,0574 |
| 100 | 1,022 | 0,7156 | 0,7004 | 0,0633 |
Минимальный радиус изгиба по оси трубы R принимают в соответствии с указаниями технической документации на трубу, а при отсутствии таких указаний – не менее четырех внешних диаметров трубы (ВСН 440-84). Уточняйте этот параметр, поскольку минимальный радиус изгиба полимерных труб часто значительно больше, чем 4Dн.
Для жестких полипропиленовых труб изготавливают Г- или П-образные или используют покупные петлеобразные компенсаторы. Размеры Г- и П-образных компенсаторов рассчитываются. Длина изгибаемого плеча зависит от жесткости трубы, которая задается специальным коэффициентом учитывающим безопасный изгиб трубы. Коэффициент указывается в технических характеристиках материала труб, чаще всего, для полиэтиленовых труб (Рex) этот коэффициент равен 20, для полипропиленовых (РР) — 25, для армированных (металлопластиковых и полипропиленовых) — 33, для медных и из тонкостенной стали — 17. Так как производителей труб достаточно много, то систематизировать и представить в виде таблицы положение неподвижной опоры не представляется возможным. Однако на полипропиленовых трубопроводах длиной более 3 м рассчитывать плечо изгиба просто необходимо. Даже если в ваших трубопроводах нет необходимости в компенсаторах, то достаточно взглянуть на рисунки 26 и 27 и становится ясно, что для определения положения первой опоры на ответвлении магистрали нужно рассчитывать плечо изгиба, ибо такая разводка трубопровода есть не что иное, как последовательная совокупность Г-образных компенсаторов.
Но пусть вас сильно не пугает необходимость математических расчетов. Во-первых, формула не такая уж страшная. Во-вторых, необходимость в расчете компенсаторов возникает, чаше всего, при применении неармированных полипропиленовых труб для транспортирования горячих жидкостей. А если использовать армированные трубы, то приращение длины трубопроводов не будет большим, армированная труба имеет удлинение в 5 раз меньше, чем неармированная. В-третьих, можно использовать петлевые компенсаторы и устанавливать их на прямых участках трубопровода. Важно, чтобы они были от того же производителя, что и трубы. В-четвертых, если вы занимаетесь ремонтом квартиры и делаете полимерный трубопровод с подключением к старому стальному стояку, то правило «свободного отвода» избавит вас от необходимости в компенсаторах.
Использование на длинных трубопроводах с большим линейным удлинением компенсаторов, это третье правило монтажа полимерных труб. Чаще всего, П- и Г-образные компенсаторы получаются автоматически, при обходе трубой различных строительных конструкций. Если магистраль прямая и длинная, то компенсаторы в ней нужно заранее запроектировать как на стояках, так и на отводах.
Последний вариант компенсаторов — «змейка», чаще всего, используется для металлопластиковых труб, которые изначально поставляются свернутыми в бухту. При монтаже этих труб не нужно стараться выпрямить их в натянутую струну, а наоборот, устанавливать их заведомо «кривыми». Кстати, это одна из причин, по которой металлопластиковые трубы прячут в закрытые ниши. Трубопровод, смонтированный вкривь и вкось, выглядит не очень эстетичным, зато в нем гасятся все линейные удлинения и не нужно высчитывать хорды змейки. Однако при использовании правила «свободных отводов» трубу можно выпрямить, что придаст магистрали более привычный вид и избавит, при осмотре системы от ощущения, что ее смонтировали «по пьяни».
Вопрос теплового расширения полимерных трубопроводов во многом решается правильным использованием опор и выбором конфигурации трубной разводки. Нужно создать как можно более гибкую эластичную систему с минимумом жестких коротких узлов, имеющих малую способность к деформации. При размещении труб на стенах и потолках не рекомендуется использовать неподвижные опоры. Для потолочных креплений хорошим решением являются опоры с ремешком. Количество поддерживающих опор должно быть небольшим, предпочтение надо отдавать специальным пластмассовым опорам (рис. 30), которые не повреждают поверхность трубы. Рекомендуется использовать подвижные пластиковые опоры с интервалом 20–30 диаметров трубы. Неподвижными опорами, как правило, фиксируют тяжелые трубные узлы или тяжелые элементы трубопровода, не имеющие собственных креплений (например, фильтры или краны). Во всех случаях необходимо продумать совместное размещение фитингов и подвижных опор: при линейном удлинении трубы, фитинги не должны будут упереться в буртики опор. И другой случай, если подвижные опоры разместить с обеих сторон от фитинга вплотную к нему, то такой способ монтажа превращает это место крепления в неподвижную опору.
 Рис. 30. Подвижные опоры для крепления полимерных труб
Рис. 30. Подвижные опоры для крепления полимерных труб
При прокладке закрытым способом неармированных труб, используемых для транспортировки горячих жидкостей, необходимо:
- в стене под штукатуркой, вокруг колен и тройников на вертикально и горизонтально расположенных трубах оставлять пространство в 3–4 см. Так как движение трубы происходит в осевом направлении, то необходимо обеспечить свободное пространство и до ближайшего препятствия — для систем горячего водоснабжения не менее 7, а для систем отопления — не менее 10 мм на каждый метр длины прямолинейного участка;
- в штробе, пробитой в стене, обеспечить зазор не менее 70% от диаметра трубы на данном участке. Зазор должен быть симметричным по обе стороны от трубы. Возможно это сделать несколькими способами. Например, проложить трубы в специальной трубчатой изоляции из вспененного полиэтилена или вспененного полиуретана (может быть рекомендована для труб диаметром до 25 мм, в системе горячей воды толщина изоляции 9 мм). Создать центрирующие опоры из строительной пены, поддерживающие трубу в штробе. Штроба в этом случае не заливается, а закрывается накладной пластиной. Можно проложить трубы в стене или в стяжке пола в канале из гофрированной ПВХ-трубы. Гофрированную трубу при этом нежелательно заменять на гладкую или изготовленную из другого материала, так как жесткость трубы должна быть достаточна для парирования усадки цементного раствора.
На основании вышесказанного еще раз повторимся: для прокладки трубопроводов горячего водоснабжения и отопления лучше использовать армированные трубы при всех видах прокладки — открытой или закрытой в штробе, нише или под штукатуркой. Гораздо проще применить армированную трубу, чем использовать более дешевую неармированную и придумывать массу ухищрений для возможности ее температурного удлинения.
Полимерные трубопроводы боятся огня, поэтому для прохода через строительные конструкции необходимо предусматривать гильзы (рис. 31), выполненные из пластмассовых или металлических труб. Внутренний диаметр гильз должен быть на 5–10 мм больше наружного диаметра прокладываемой трубы. Зазор между трубой и гильзой необходимо заделать мягким водонепроницаемым и негорючим материалом, допускающим перемещение трубы вдоль продольной оси. В случае возникновения сильного пожара оплавляется либо гильза, либо труба, закупоривая отверстие и на время останавливая проникновение огня в соседнее помещение.
 Рис. 31. Проход полимерных трубопроводов через перекрытие и стену
Рис. 31. Проход полимерных трубопроводов через перекрытие и стену
Полимерные трубы можно складировать при любой наружной температуре. Место для склада следует выбрать так, чтобы трубы прилегали к поверхности пола (стеллажа и т.д.) по всей длине. Следует избегать изгиба труб при складировании и транспортировке. При отрицательных температурах существует опасность повреждения труб вследствие сильных ударов. Поэтому при низких температурах с материалом следует обращаться осторожно. Складирование следует производить в месте, защищенном от прямых солнечных лучей. Полимеры боятся ультрафиолетовых лучей, поэтому допускается их хранение на открытом воздухе не более 6 месяцев. По этой же причине монтаж трубопроводов нужно осуществлять в затененных местах, прятать их под штукатурку, в ниши или штробы. При монтаже труб в зимний период года после внесения их теплое помещение нужно выждать не менее двух суток для акклиматизации труб. Если начать монтаж немедленно, то с материалом труб может произойти тепловой шок — растрескивание.
Монтаж трубопроводов из полимерных (пластмассовых) труб
Для прокладки трубопроводов системы водоснабжения и канализации используют преимущественно трубы из полиэтилена низкого давления (ПНД), высокого давления (ПВД) и из поливинилхлорида (ПВХ), причем для целей водоснабжения применяют полиэтиленовые трубы.
При прокладке наружных водопроводов из ПНД и ПВД основным способом соединения труб является их сварка нагревательным инструментом встык. При устройстве самотечных трубопроводов канализации трубы из ПНД соединяют таким же способом.
Трубы из ПВХ соединяют в основном на клею враструб. Однако, учитывая, что требуется тщательная очистка склеиваемых поверхностей и аккуратное нанесение клея, в последнее время для соединения труб из ПВХ широко используют раструбные соединения, уплотняемые резиновыми манжетами различного профиля, а также кольца круглого сечения.
Сварку полиэтиленовых труб, чаще всего контактную, осуществляют встык (стыковая), в раструб с литыми фасонными частями и в формованный раструб (раструбная сварка). При сварке труб особое внимание следует обращать на наружный диаметр труб и их эллипсность (овальность). При стыковой сварке максимальное несовпадение кромок не должно превышать 10% толщины стенки. Концы труб при раструбной сварке должны иметь наружную фаску под углом 45°.
Сварку пластмассовых труб в монтажных условиях выполняют, как правило, на сварочных установках, обеспечивающих механизацию основных процессов сварки и контроль технологического режима. В малоудобных местах (траншеях, каналах, колодцах и т.п.) трубы сваривают вручную с использованием устройств для торцовки и центрирования, а также нагревательных инструментов. Последние должны быть электрическими с возможностью поддержания терморегулятором и автотрансформатором постоянной температуры на рабочей поверхности нагревателя. Для предотвращения прилипания расплавленного материала труб нагреватель следует покрывать чехлом из теплостойкого антиадгезионного покрытия (стеклоткани, пропитанной политетрафторэтиленом), пленкой из этого материала или кремнийорганического лака.
Контактная сварка труб осуществляется в такой последовательности: установка и центрирование труб в зажимном центрирующем приспособлении; торцовка труб и обезжиривание торцов; нагрев и оплавление свариваемых поверхностей; удаление сварочного нагревателя; соединение разогретых свариваемых торцов труб под давлением (осадка); охлаждение сварного шва под осевой нагрузкой. Для получения прочных и качественных стыков труб необходимо строго соблюдать основные параметры сварки – температуру и продолжительность нагрева, глубину оплавления, контактное давление при оплавлении и осадке. Основные требования, которые необходимо соблюдать при сварке труб, приведены в приложении 3.
Склеивание поливинилхлоридных (винипластовых) трубосуществляется в основном враструб. Процесс склеивания труб и соединительных частей из ПВХ состоит из следующих операций: подготовка концов труб и раструбов под склеивание, склеивание и отверждение соединений. Склеиваемые поверхности труб и раструбов обезжиривают метиленхлоридом. После этого клей наносят тонким слоем на раструб и толстым на конец трубы. Склеивать трубы и фасонные части можно при температуре наружного воздуха не ниже 5 °С. Склеенные стыки в течение 5 мин. не должны подвергаться никаким механическим воздействиям. Склеенные плети и узлы перед монтажом должны выдерживаться не менее 24 ч. после склеивания.
Соединение труб из ПВХ на раструбах с резиновыми кольцами. Напорные раструбные трубы в траншее соединяют в следующем порядке. Вначале очищают от грязи и масел гладкий конец и раструб соединяемых труб, после чего на гладком конце карандашом или мелом размечают глубину вдвигания его в раструб. Затем в паз раструба вставляют резиновое кольцо, смазывают его и гладкий конец жидким мылом, после чего вдвигают его в раструб до отметки. При соединении безнапорных канализационных труб из ПВХ наряду с раструбом применяют муфты, при этом технология их соединения с использованием резиновых колец аналогична вышеописанной. Для сборки раструбных соединений напорных и канализационных труб применяют натяжные приспособления.
Оборудование для сварки и монтажа пластмассовых трубопроводов. Для сварки труб из полиэтилена разработаны и выпускаются передвижные установки и монтажные приспособления. Используют три вида установок для сварки труб диаметром 160 – 315, 355 – 630 и 710 – 1200 мм. Передвижная установка для сварки труб диаметром 160 -315 мм (рис. 6.18, а, б) включает подвижный и неподвижный хомуты для зажима труб, механизм обработки торцов труб перед сваркой, электронагревательный диск для оплавления торцов труб, механическую силовую систему для создания давления в процессе оплавления и осадки, а также пульт управления.
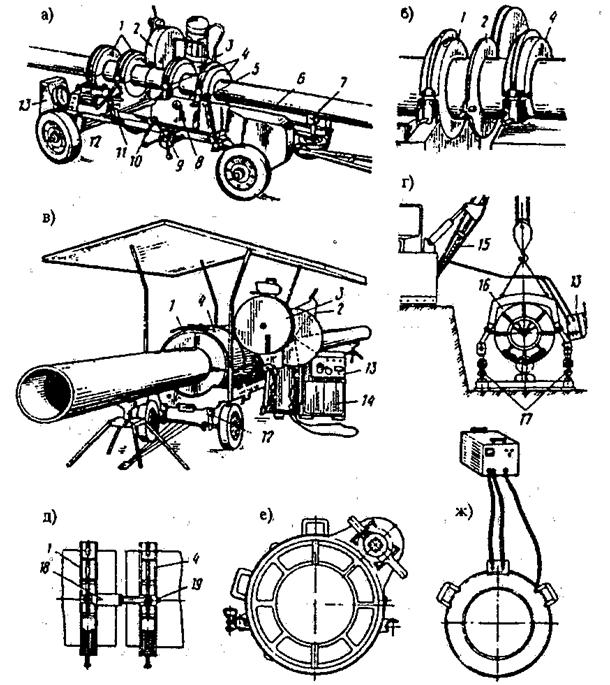
Рис. 6.18 – Установка и оборудование для сварки пластмассовых (полиэтиленовых) труб: а – установка для сварки труб диаметром 160 – 315 мм, б – деталь сварочного узла, в – установка для сварки труб диаметром 355 – 630 мм, г – то же, диаметром 710 – 1200 мм, д, е, ж – комплект для сварки труб диаметром 710 – 800 мм (д – центратор, е – торцующее устройство, ж – электронагреватель с источником питания); 1 – неподвижные хомуты, 2 – электронагревательный диск, 3 – торцевальный механизм, 4 – подвижные хомуты, 5 – переключатель, 6 – привариваемая труба, 7 – ролик, 8 – манометр для контроля усилий, 9 – система переключений, 10 – зажим, 11 – привод торцевого механизма, 12 – тележка, 13 – пульт управления, 14 – навесная станция, 15 – трубоукладчик-бульдозер, 16 – сварочная установка, 17 – направляющие пути, 18 – гидроцилиндры, 19 – направляющие
Установка для сварки труб диаметром 355 – 630 мм представлена на рис.6.18, в. В ее состав входят гидроцилиндры подъема и опускания, механизма для обработки торцов труб, роликовые опоры и шатер. Установка для сварки труб диаметром 710 – 1200 мм (рис. 6.18, г) состоит из собственно сварочной установки, переносных направляющих на опорах, базовой грузоподъемной и энергопитающей машины (трубоукладчика – бульдозера, оборудованного электрогенератором).
Укладку пластмассовых трубопроводов в траншею выполняют по двум основным схемам организации сварочно-монтажных работ – базовой и трассовой. При базовой схеме сварку труб выполняют вблизи объектного склада с предварительным соединением труб в секции длиной до 18 – 24 м и более, которые доставляют на трассу и там сваривают в плети или непрерывную нитку для укладки в траншею. При трассовой схеме трубы раскладывают вдоль траншеи и сваривают с применением передвижных сварочных установок в непрерывную нитку методом наращивания.
Укладка трубопроводов отдельными трубами. Перед укладкой трубы тщательно осматривают и отбраковывают. Трубы на берме траншеи часто сваривают в секции или плети, которые затем опускают в траншею на мягких полотенцах. В производственных условиях, особенно в зимний период, монтаж трубопроводов ведут из отдельных труб и соединяют их в траншее склеиванием или на резиновых кольцах методом наращивания.
Укладка звеньями (секциями) и плетями позволяет значительно сократить количество сварных стыков на трассе, повысить производительность труда, темпы прокладки трубопровода и качество работ.
Секции доставляют на трассу и раскладывают вдоль траншеи, а затем укладывают в траншею и там их соединяют. Иногда секции предварительно соединяют на берме в плети длиной 100 – 200 м, после чего их опускают в траншею. Подготовленную плеть в траншею опускают вручную (при небольшом диаметре труб) или с помощью кранов. Укладывать плеть в траншею допускается не ранее, чем через 2 ч. после сварки последнего стыка. Опускают ее в траншею плавно с помощью пеньковых канатов, мягких полотенец или ремней, располагаемых на расстоянии 5 – 10 м друг от друга, не допуская резких перегибов плети. Сбрасывать сварные плети на дно траншеи не допускается.
Прокладка пластмассовых трубопроводов больших диаметров (1000 мм и более) производится способом протягивания плети по дну траншеи или опускания подвешенных к крану труб. Способом протягивания укладывают трубопроводы в сухих грунтовых условиях. При этом сварочную установку стационарного типа и направляющие размещают в траншее, после чего трубу последовательно соединяют в непрерывную нитку. Отторцованные трубы спускают в траншею и укладывают на зажимы сварочной установки, затем их сваривают, после чего трубопровод протягивают вперед лебедкой или другими механизмами.
В плотных и твердых грунтах перед укладкой труб на дне траншеи необходимо устраивать постель из насыпного грунта слоем 10 см, а при укладке труб из ПВХ на искусственное (бетонное) основание устраивают песчаную постель. При засыпке этих труб над их верхом обязательно устраивают защитный слой из песчаного или местного грунта толщиной 80 см. Для уменьшения напряжения в пластмассовом трубопроводе или его деформации в летнее время рекомендуется перед засыпкой заполнять его водой, а засыпку производить в наиболее холодное время суток.
Не нашли то, что искали? Воспользуйтесь поиском:
Монтаж и основные особенности пластиковых труб
От изделий из других материалов пластиковые трубы отличаются сравнительно низкой стоимостью, а также простотой сборки. Они широко применяются для трубопроводов горячего и холодного водоснабжения, канализации, систем отопления, вентиляции. Наиболее распространенными являются изделия из полипропилена и поливинилхлорида. Трубопровод из пластиковых элементов собирается с помощью пайки. Монтировать системы можно своими руками, если выполнять необходимые рекомендации.

Монтаж труб из пластика производится несколькими методами
Характеристика пластиковых труб
Пластиковые трубы различаются по типу полимера, из которого они изготовлены: полиэтилена, полипропилена, поливинилхлорида. Они могут быть использованы для трубопровода холодного (с давлением 10 атм. и рабочей температурой 20 °С) или горячего (с давлением 10 атм. и температурой 60 °С) водоснабжения.
Также некоторые виды пластиковых труб применимы в системах отопления при давлении 6 атмосфер и рабочей температурой 80 °С с ее максимальным значением 90 °С.
Полимерные трубы отличаются длительным эксплуатационным сроком, отсутствием отложений или конденсата, низким уровнем шума, малым весом, неподверженностью коррозии, простотой установки, прочностью, устойчивостью к действию агрессивных сред и гидроударам. Кроме того, они не нуждаются в покраске и теплоизоляции. Срок службы таких труб 50 лет.
Обратите внимание! Пластиковые трубы могут быть армированы стекловолокном либо перфорированным алюминием для увеличения прочности, снижения температурного и теплового расширения.
Для отопления используются полипропиленовые трубы, отличающиеся гибкостью и устойчивостью к перепадам давления и температур.

Трубы малого диаметра подходят для водопроводов, а большого — используются в канализационных системах
Элементы, требующиеся для монтажных работ
Монтаж пластиковых труб своими руками может потребовать применения комплектующих элементов:
- переходника;
- соединительной муфты;
- муфты с внутренней либо наружной резьбой;
- отводов на 90 и 45°;
- тройника;
- крестовины;
- разъемного соединителя;
- втулки и заглушки;
- хомутов.
Переходник используется для осуществления перехода между трубами разных диаметров. При пайке отрезков труб одинакового диаметра необходима соединительная муфта, которая в случае резьбового соединения оснащена внутренней либо наружной резьбой. Повороты трубопровода осуществляются отводами. Для пайки в узел трех труб используются тройники, четырех – крестовины. Тройник также оснащается резьбой.
При необходимости может быть создано разъемное соединение. Трубопроводы обычно закрываются втулками или заглушками. К стенам или конструкциям трубы крепятся хомутами. Они бывают пластиковые и металлические.

Для соединения труб понадобятся фитинги разной конфигурации
По материалам, которые используются в производстве фитингов, различают комбинированные и монолитные образцы. В комбинированных фитингах часть конструкции выполнена из полимера, а другая часть – из металла. Они бывают с неподвижным и подвижным резьбовым соединением. Монолитные фитинги полностью состоят из полимера.
Учет температурного расширения труб
Монтирование пластиковых труб как для подачи холодной воды, так и для канализационной системы начинается с проектирования и расчета необходимого количества комплектующих. Для водопровода горячей воды требуется учет температурного расширения изделий.
Важно! Если максимально возможная разница температур составляет 80 °С, то удлинение каждого метра пластиковой однородной трубы составляет 1,2 см, комбинированной – 0,2 см.
В трубопроводах с длиной больше 2-3 м при удлинении с ростом температуры либо сжатии при охлаждении труб может возникать сильное напряжение на стыках. Такая ситуация особо опасна при использовании однородных труб из полипропилена. Для борьбы с тепловым удлинением в системах горячего водоснабжения устанавливают гибкие компенсационные петли или температурные компенсаторы. Они представляют собой П и Z-образные отводы.

Самый простой вариант температурного компенсатора — гибкая петля из обычной полипропиленовой трубы
При монтаже пластиковых труб следует предусмотреть возможность беспрепятственного температурного движения изделий. Для этого на поворотах возле сваренных стыков труб оставляются полости, которые заполняются мягким материалом, либо воздушные карманы для компенсации температурного расширения.
Пайка пластикового трубопровода
Для выполнения пайки труб необходимы машина для ручной сварки с комплектом насадок, роликовый труборез или ножницы, инструмент для зачистки концов изделий. Для соединения труб диаметром 16-50 мм используется аппарат мощностью 650 Вт, 63-110 мм – 1600 Вт.
Сначала нарезаются отрезки труб необходимой длины. Для этого применяются острые ножницы, которые не деформируют тонкостенное изделие. Перед пайкой комбинированных труб производится зачистка, при которой удаляется верхний пластиковый слой и средний алюминиевый.
Глубина сварки обозначается в соответствии с таблицей.
Таблица 1
| Диаметр труб, мм | Глубина сварки, мм |
| 16-25 | 13-15 |
| 32-50 | 16-20 |
| 63-110 | 24-32 |
Сварка должна выполняться в перчатках для защиты от ожогов. Температура паяльника составляет около 250 °С. Время нагрева также определяется по таблице.
Таблица 2
| Диаметр труб, мм | Время нагрева, с |
| 16-25 | 5-7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |
Сварку необходимо выполнять в быстром темпе, поскольку, если поверхность расплава охладится, то соединение получится недостаточно прочным. Необходимо следить за соосностью элементов. На заключительном этапе соединение фиксируется и выдерживается определенный период (соединение до 10 с, охлаждение – до 8 минут).

Чаще всего для монтажа пластиковых водопроводов применяют метод горячей сварки
Особенности разводки пластиковой магистрали
Разводка бывает коллекторная, последовательная, с проходными розетками. Последний вариант встречается крайне редко.
Установку пластиковых труб своими руками следует начинать с проработки детальной схемы будущего трубопровода, стараясь минимизировать количество изгибов и деталей. Разводка магистрали открытого типа предполагает вертикально устанавливать трубы по углам, а горизонтально – чуть выше пола. Такое размещение делает водопроводную сеть менее заметной.
Скрытая разводка сложна в монтаже и требует точного расчета. В стену может быть замурована только цельная труба, а места соединений должны иметь свободный доступ.
Для соединения пластиковых изделий используются фитинги. Они бывают разъемные и неразъемные, резьбовые и без резьбы. Неразъемным соединением подключаются гибкие шланги.
Важно! Не рекомендуется перегибать пластиковые трубы.
Для перехода магистрали на иной диаметр или сращивания прямых участков применяются муфты. Для создания ответвлений используются тройники. Если магистраль имеет повороты, то они осуществляются угольниками.

Пластиковые трубы нежелательно изгибать, а если необходим поворот — применяют фитинги-уголки
Этапы монтажа трубопровода
Установка пластиковых труб предполагает прохождение таких этапов:
- Трубы нарезаются на отрезки необходимой длины.
- Торцы изделий очищаются от заусенцев и крошек.
- Маркером отмечается глубина входа трубы в фитинг и место их соединения.
- Нагревается насадка паяльника, на нее надевается фитинг и труба.
- После нагрева элементы соединяются между собой.
Работу следует начинать с самого удаленного места от ввода в помещение квартиры. При нарезании фрагментов необходимо помнить, что использование фитингов удлинит участки на 3-5 см. Глубина входа трубы зависит от габаритов фитинга. Он должен надвигаться не до упора. В ином случае будет происходить сужение трубы в месте соединения. Также требуется обеспечить одновременный нагрев элементов. Они должны насаживаться без поворотов по осевой линии и с некоторым усилием.
Если диаметр изделия больше 50 мм, то рекомендуется снять фаску перед сваркой под углом 45°. Для горячей воды пластиковые трубы крепятся чаще, чем для холодной. Фиксация труб к стене производится с помощью клипс, которые устанавливаются на расстоянии менее 1 м по всей длине трубопровода.

Трубы к стенам крепят клипсами, которые дают возможность быстро демонтировать трубу в случае необходимости
Особенности монтажа ПВХ труб
Стыковка с применением муфты предполагает наличие ПВХ труб и фитингов для них. Наиболее простым способом является соединение в раструб. Каждая труба на конце снабжена раструбом и кольцом из резины, в который необходимо вставить гладкий конец следующей трубы до специальной выпуклой полосы. При использовании холодной сварки для соединения ПВХ труб изделия обрабатываются химическим составом.
Монтаж ПВХ труб включает подготовку концов соединяемых изделий и саму процедуру склеивания. Сначала выполняется проверка, насколько элементы подогнаны друг к другу.
Обратите внимание! ПВХ труба свободно должна входить в раструб на 2/3 посадочного места.
Склеиваемые поверхности должны быть шероховатыми. Для этого внутренняя часть раструба и конец трубы обрабатываются шкуркой. Рекомендуется использовать клей, который обозначен производителем труб.
Склеивание проводится в таком порядке:
- Салфетка смачивается очистителем (обычно метиленхлоридом), который продается с клеем, и ею протираются поверхности (при обработке они обезжириваются и размягчаются).
- При помощи тампона либо кисти наносится клей.
- Труба покрывается толстым слоем клея, внутренняя поверхность раструба – тонким.
- Фитинг надевается на ПВХ трубу так, чтобы между отметками на изделиях оставалось расстояние 2-3 см.
- Детали поворачиваются и удерживаются около 30 секунд неподвижно.
Если правильно нанесен клей, то вокруг трубы возле ее входа в гнездо образуется ровный валик.
Пластиковые трубы используются для монтажа практически всех видов инженерных сетей. Простота сборки и установки позволяет выполнять монтажные работы своими руками.
Монтаж трубопроводных систем из полипропилена
Широкое использование труб и фитингов из полипропилена для систем холодного и горячего водоснабжения обусловлено не только их хорошими эксплуатационными свойствами, но и достаточно простым и экономичным монтажом. Монтаж неармированных ПП труб несколько проще, чем армированных, но первые имеют достаточно большой коэффициент линейного расширения, поэтому для обеспечения более высокой надежности всей трубопроводной системы, особенно в горячем водоснабжении, целесообразно использовать трубы, армированные стекловолокном.
Полипропиленовые трубы Политэк со стекловолокном имеют трехслойную структуру со средним слоем компаунда (смеси), в котором находится премикс стекловолокна и полипропилена. Все три слоя такой трубы обладают практически одинаковыми характеристиками, влияющие на качество сварки. Поэтому, при соблюдении технологии сварочных работ, армированные трубы надежно стыкуются по всей торцевой плоскости.
Проектирование трубопроводных систем из армированных полиэтиленовых труб и их монтаж необходимо выполнять с учетом изменения их размеров при нагревании — труба должна свободно перемещаться в пределах расчетного значения линейного расширения. Это достигается установкой температурных компенсаторов и правильной расстановкой опор (креплений).
Расчёт изменения длины трубопровода при изменении его температуры производится по формуле:
где ΔL — изменение длины трубопровода при его нагреве или охлаждении; а — коэффициент теплового расширения мм/м °С; L — расчётная длина трубопровода; Δt — разница температуры трубопровода при монтаже и эксплуатации °С (°К).
Величину температурных изменений длины трубы лучше всего определять по специальным таблицам. Компенсацию тепловых удлинений, решают, используя углы поворота, скользящие и неподвижные опоры, а также готовые компенсаторы. В неподвижных опорах труба жёстко крепится хомутом через резиновую прокладку, а в скользящих опорах фиксаторы позволяют трубе перемещаться в осевом направлении.
В зависимости от общей конструкции системы горячего или холодного водоснабжения для компенсации линейного расширения труб могут использоваться:
- Г-образные (угловые) компенсаторы;
- П и U-образные компенсаторы;
- О-образные компенсаторы.
Принципиальные схемы таких компенсаторов представлены на этих рисунках:
Рисунок 1. Г-образный компенсатор / расчетная схема П и U-образного компенсатора / О-образный компенсатор
НО – неподвижная опора;
СО – подвижная опора;
b – расстояние между стенками компенсатора по наружному диаметру;
Lно – расстояние между краями неподвижных опор;
Lсо – расстояние между краями подвижных опор;
L пруж. уч. — длина пружинящего участка.
Основные правила прокладки трубопроводов из полипропилена:
Крепление полипропиленовых трубопроводов
Крепление трубопроводов выполняется на кронштейнах, опорах и подвесах. При проектировании трубопроводы разделяются на отдельные участки, путем распределения точек жёсткого крепления. Этим предотвращается не контролируемое перемещение трубопроводов и гарантируется их надёжная фиксация. Точки жёсткого крепления рассчитываются и выполняются с учётом действия сил, возникающих при расширении трубопроводов, а также дополнительных нагрузок.
Скользящие или направляющие крепления должны позволять перемещения трубы в осевом направлении, исключая при этом механические повреждения труб.
Неподвижные опоры необходимо размещать так, чтобы температурные изменения длины участка трубопровода между ними не превышали компенсирующей способности отводов и компенсаторов, расположенных на этом участке и распределялись пропорционально их компенсирующей способности. В тех случаях, когда температурные изменения длины участка трубопровода превышают компенсирующую способность ограничивающих его элементов, на нём необходимо установить дополнительный компенсатор.
Запорную и водоразборную арматуру во избежание передачи их веса трубопроводу необходимо жёстко закреплять на строительных конструкциях. При монтаже труб на стенах и потолках не рекомендуется использовать неподвижные опоры. Неподвижные опоры, как правило, фиксируют тяжёлые трубные узлы или тяжёлые элементы трубопровода, не имеющие собственных креплений (например, фильтры или краны).
Для потолочных креплений удобно использовать подвижные (скользящие) опоры. Количество опорных точек крепежа трубопровода зависит от температуры и плотности перекачиваемой жидкости и характеристики труб.
Особенности монтажа труб PPR для холодного водоснабжения
Если температура эксплуатации не отличается от температуры установки более чем на 20°С, то никаких дополнительных мероприятий, по сравнению с прокладкой труб из других видов материалов, осуществлять не нужно. Для систем холодного трубопровода монтаж труб PPR не имеет особенностей, по сравнению с любыми другими видами пластиковых и металлических трубопроводов.
Особенности монтажа труб PPRC для горячего водоснабжения
Прокладка по стене или в открытых шахтах осуществляется с использованием петлеобразных или П-образных полипропиленовых компенсаторов. Вокруг колен и тройников на вертикально и горизонтально расположенных трубах, установленных «в стене» под штукатуркой, необходимо оставлять пространство в 3-4 см. Так как удлинение трубы происходит в осевом направлении, то необходимо обеспечить свободное пространство до ближайшего препятствия не менее 7 мм на каждый метр длины прямолинейного участка. В случае если на компенсируемом участке имеются боковые отводы, на расстоянии не менее 1 метра от соединения должен быть обеспечен зазор в направлении предполагаемого удлинения трубы, равный этому удлинению.
Особенности монтажа армированной трубы PPR
Армированная труба имеет линейное расширение в 5 раз меньше, чем неармированная. Это предполагает наличие гораздо меньшего числа температурных компенсаторов. Для систем армированных трубопроводов большой протяженности целесообразна прокладка армированных труб в штробу или в специальном футляре.
Особенности монтажа комбинированных фитингов PPR
Комбинированные фитинги PPR нельзя соединять с резьбовыми деталями с конической и метрической резьбой (применяются на чугунных фитингах и на фитингах клеевого ПВХ). Необходимо применять только соединения со стандартной трубной (дюймовой) резьбой. Оптимальными уплотнителями резьбы являются ФУМ-лента или льняная подмоточная нить с уплотняющей пастой.
При монтаже систем отопления рекомендуется применение только подмоточной нити — нанесенная на нее паста полимеризуется и дополнительно герметизирует стык. Соединение комбинированных фитингов должно выполняться с использованием ременного ключа, который обеспечивает дозированное усилие при затяжке.Для монтажа удобно использовать набор гаечных ключей большого размера с узким профилем.
Соединения трубопроводов из полипропилена
Традиционным способом соединения напорных трубопроводов из полипропилена является сварка, заключающаяся в нагреве деталей до вязкотекучего состояния, соединения их под некоторым давлением, и последующем охлаждении деталей до образования неразъёмного соединения — сварного шва. Наиболее часто применяющимся методом сварки является раструбная сварка, при которой производится соединение концов труб через промежуточную деталь.
Последовательность сварки полипропиленовых труб
- при работе, в случае необходимости, сменные нагреватели очищаются от налипшего материала;
- для обеспечения качественного соединения деталей, следует избегать повреждения покрытия насадок;
- категорически запрещается охлаждать сварочный аппарат водой.
Сварка термопластов сопровождается обязательным выдавливанием в месте сварного шва расплава материала, называемого гратом. При раструбной сварке грат выходит на наружную поверхность трубы и внутреннюю поверхность соединительной детали.
Необходимо отметить, что марки полипропилена различных производителей различаются между собой по композиционному составу, поэтому в случае сварки труб и деталей разных производителей для получения гарантированного соединения перед началом основных работ необходимо провести пробную сварку.
Особенности монтажа полимерных трубопроводов
У металлопластиковых труб (Pex-Al-Pex) коэффициент температурного расширения приблизительно равен 2,6×10 -5 , у труб с армирующим слоем из этиленвинилового спирта (Pex-Evon-Pex) — 2,1×10 -5 , у полипропиленовых с алюминиевым армированным слоем (PP-Al-PP) — 3×10 -5 , у полиэтиленовых без армирования (PE) — 14×10 -5 , у полипропиленовых без армирования (РР) — 15×10 -5 1/°С. Это значит, что при изменении температуры окружающего воздуха или транспортируемой жидкости на 10°С каждый метр трубы удлинится или укоротится соответственно: Pex-Al-Pex на 0,26; Pex-Evon-Pex на 0,21; PP-Al-PP на 0,3; PE на 1,4; PP на 1,5 мм.
Для надежной и долгосрочной эксплуатации необходимо учесть температурное расширение труб вдоль продольной оси при монтаже трубопровода, чтобы не допустить его разрушения при изменении температуры транспортируемой жидкости. Особенно это касается систем отопления, горячего водоснабжения и, в меньшей степени, систем теплых полов. Проектируя систему отопления, мы должны учесть, что монтаж трубопровода ведется при температуре, например, 20°С, а температура транспортируемой жидкости (воды или антифриза) может достигать 95°С и даже 110°С при аварийном скачке. Значит, разница температур между монтажной и эксплуатационной составляет 80°С. Для полипропиленового трубопровода без армирующего слоя (РР) это означает, что каждый его метр длины увеличится на 1,5×8=12 мм. Если же сделать этот трубопровод из армированного полипропилена, то удлинение каждого его метра составит 0,3×8=2,4 мм. Учитывая, что общая длина трубопровода составляет несколько метров, несложно спрогнозировать общее удлинение. Для нашего примера удлинение трубопровода протяженностью 5 м составит: для неармированного полипропилена — 12×5=60 мм, для армированного — 2,4×5=12 мм. Деформация трубопровода вследствие линейного расширения трубы вызовет повышенный уровень шума протекающей жидкости и негативно скажется на стабильности трубопровода в целом.
Сформулируем первое правило монтажа: для трубопроводов, подвергающихся значительным нагреваниям, нужно выбирать трубы с наименьшим температурным расширением, как правило, это трубы армированные алюминиевой фольгой. Однако нужно учитывать, что революционные изменения в области инженерных систем на сегодняшний день еще не закончились, вполне вероятно, что в недалеком будущем появятся новые трубы с измененным химическим составом. Например, уже сейчас конкуренцию традиционным металлопластиковым трубам (Pex-Al-Pex) составляют трубы армированные этиленвиниловым спиртом (Pex-Evon-Pex).
Для трубопроводов холодного водоснабжения можно выбирать трубы без армирования, так как перепад температур между монтажной и эксплуатационной в таких трубопроводах незначителен. В водопроводных системах температура воды чуть ниже комнатной, разница температур колеблется где-то в диапазоне 20°С. Водопроводные трубы, проложенные в неотапливаемых подвалах, возможно могут остывать до 0°С, придя в жилое помещение, вода нагреется, примерно до 20°С — разница 20°С.
В теплых полах трубопроводы спрятаны в стяжку, значит монтажная температура примерно 16–20°С, при нагревании теплоносителя ему придают температуру не выше 55°С, так как полы должны быть теплыми, а не горячими (на раскаленную сковороду мы не опоздаем), разница температур составляет около 35°С. В трубопроводах, спрятанных в стяжку или под штукатурку, температурное расширение труб воспринимает и гасит окружающий материал. Это примерно так же, как в железобетонных конструкциях: арматура и бетон имеют разные коэффициенты температурных расширений, а вместе они составляют прочный монолит с одним температурным расширением. Для системы теплых полов можно выбирать как армированные, так и неармированные трубы, но предпочтение все же лучше отдать армированным трубам. Если заранее можно предвидеть внутренние напряжения в трубах, связанные с их температурным удлинениям, то зачем их создавать?
При прокладке инженерных коммуникаций под штукатуркой нужно защищать все трубы пенополиэтиленовыми или пенополиуретановыми кожухами. Эта система носит название «труба в трубе», ее использование преследует две цели. Во-первых, уменьшается теплоотдача труб в материал стен, что актуально для любой разводки как для горячего и холодного водоснабжения, так и для отопления. Во-вторых, мягкий защитный кожух частично дает расширятся трубам и снимает в них внутренние напряжения.
Крепление полимерных трубопроводов к стенам производится с использованием неподвижных и подвижных опор.
В неподвижных опорах труба жестко закреплена и не имеет возможности температурного удлинения. Их устанавливают для деления трубопровода на несколько компенсационных участков. На стояке неподвижная опора устанавливается под тройником, у ответвления или у муфты в месте соединения труб, что предотвращает оседание стояка. Между неподвижными опорами необходимо обеспечить компенсацию трубопровода.
В подвижных опорах при температурном удлинении труба не зажимается в креплении, поэтому может передвигаться (скользить) вдоль продольной оси. Трубопроводы, чаще всего, можно спроектировать таким образом, что все опоры будут подвижными и при этом не будет проседания стояка (рис. 26). Кроме того, подвижные опоры более всего подходят для выполнения второго правила монтажа — «свободного отвода».
Правило «свободного отвода» подразумевает, что во многих случаях при тройниковой и коллекторной прокладке трубопроводов можно закрепить ответвления магистралей таким образом, что при изменении температуры они будут свободно перемещаться в подвижных опорах и никакого другого решения компенсации удлинения не потребуется. Учитывая то обстоятельство, что современное сантехническое оборудование, чаще всего, подключается к трубопроводу посредством гибких шлангов, сделать «свободные отводы» не составит особых проблем.
При прокладке трубопровода в шахтах и каналах необходимо предусмотреть варианты компенсации линейного удлинения трубы в месте ответвления (рис. 27). Такую компенсацию можно обеспечить: оптимально разместив стояк в шахте (как можно дальше отодвинув стояк от стены, тем самым увеличить плечо изгиба); увеличив размер отверстия в шахте или канале для свободного движения в нем отвода; создав прямой или Г-образный участок отвода компенсационной длины.
 Рис. 27. Прокладка полимерных стояков в шахтах и нишах
Рис. 27. Прокладка полимерных стояков в шахтах и нишах
Необходимо следить за тем, чтобы ответвления труб имели достаточную возможность упругого изгиба соответственно линейному удлинению стояка. При прокладке в шахтах и каналах необходимо устанавливать точки жесткого крепления не более чем через 3 метра. В случае значительных изменений длины трубопровода между точками жесткого крепления, необходимо предусматривать специальные компенсаторы линейного удлинения, как и при открытой прокладке.
 Рис. 28. П- и Г-образные компенсаторы для полимерных труб
Рис. 28. П- и Г-образные компенсаторы для полимерных труб
Для восприятия линейного удлинения также используются конструкции: П-образный компенсатор; Г-образный компенсатор (рис. 28); петлеобразный компенсатор; прокладка труб в виде «змейки» (рис. 29).
 Рис. 29. Компенсаторы: петлеобразный и «змейка»
Рис. 29. Компенсаторы: петлеобразный и «змейка»
| Температурный перепад, °С | Отношение длины дуги к длине хорды, L/a | Длина дуги, L | Длина хорды, а | Стрела прогиба, h |
|---|---|---|---|---|
| 10 | 1,0022 | 0,2269 | 0,2264 | 0,0064 |
| 20 | 1,0045 | 0,3316 | 0,3301 | 0,0137 |
| 30 | 1,0067 | 0,4014 | 0,3987 | 0,0201 |
| 40 | 1,0087 | 0,4538 | 0,4499 | 0,0256 |
| 50 | 1,011 | 0,5236 | 0,5176 | 0,0341 |
| 60 | 1,0131 | 0,5585 | 0,5513 | 0,0387 |
| 70 | 1,0168 | 0,6109 | 0,6014 | 0,0463 |
| 80 | 1,0176 | 0,6458 | 0,6346 | 0,0517 |
| 90 | 1,0196 | 0,6807 | 0,6676 | 0,0574 |
| 100 | 1,022 | 0,7156 | 0,7004 | 0,0633 |
Минимальный радиус изгиба по оси трубы R принимают в соответствии с указаниями технической документации на трубу, а при отсутствии таких указаний – не менее четырех внешних диаметров трубы (ВСН 440-84). Уточняйте этот параметр, поскольку минимальный радиус изгиба полимерных труб часто значительно больше, чем 4D.
Для жестких полипропиленовых труб изготавливают Г- или П-образные или используют покупные петлеобразные компенсаторы. Размеры Г- и П-образных компенсаторов рассчитываются. Длина изгибаемого плеча зависит от жесткости трубы, которая задается специальным коэффициентом учитывающим безопасный изгиб трубы. Коэффициент указывается в технических характеристиках материала труб, чаще всего, для полиэтиленовых труб (Рex) этот коэффициент равен 20, для полипропиленовых (РР) — 25, для армированных (металлопластиковых и полипропиленовых) — 33, для медных и из тонкостенной стали — 17. Так как производителей труб достаточно много, то систематизировать и представить в виде таблицы положение неподвижной опоры не представляется возможным. Однако на полипропиленовых трубопроводах длиной более 3 м рассчитывать плечо изгиба просто необходимо. Даже если в ваших трубопроводах нет необходимости в компенсаторах, то достаточно взглянуть на рисунки 26 и 27 и становится ясно, что для определения положения первой опоры на ответвлении магистрали нужно рассчитывать плечо изгиба, ибо такая разводка трубопровода есть не что иное, как последовательная совокупность Г-образных компенсаторов.
Но пусть вас сильно не пугает необходимость математических расчетов. Во-первых, формула не такая уж страшная. Во-вторых, необходимость в расчете компенсаторов возникает, чаше всего, при применении неармированных полипропиленовых труб для транспортирования горячих жидкостей. А если использовать армированные трубы, то приращение длины трубопроводов не будет большим, армированная труба имеет удлинение в 5 раз меньше, чем неармированная. В-третьих, можно использовать петлевые компенсаторы и устанавливать их на прямых участках трубопровода. Важно, чтобы они были от того же производителя, что и трубы. В-четвертых, если вы занимаетесь ремонтом квартиры и делаете полимерный трубопровод с подключением к старому стальному стояку, то правило «свободного отвода» избавит вас от необходимости в компенсаторах.
Использование на длинных трубопроводах с большим линейным удлинением компенсаторов, это третье правило монтажа полимерных труб. Чаще всего, П- и Г-образные компенсаторы получаются автоматически, при обходе трубой различных строительных конструкций. Если магистраль прямая и длинная, то компенсаторы в ней нужно заранее запроектировать как на стояках, так и на отводах.
Последний вариант компенсаторов — «змейка», чаще всего, используется для металлопластиковых труб, которые изначально поставляются свернутыми в бухту. При монтаже этих труб не нужно стараться выпрямить их в натянутую струну, а наоборот, устанавливать их заведомо «кривыми». Кстати, это одна из причин, по которой металлопластиковые трубы прячут в закрытые ниши. Трубопровод, смонтированный вкривь и вкось, выглядит не очень эстетичным, зато в нем гасятся все линейные удлинения и не нужно высчитывать хорды змейки. Однако при использовании правила «свободных отводов» трубу можно выпрямить, что придаст магистрали более привычный вид и избавит, при осмотре системы от ощущения, что ее смонтировали «по пьяни».
Вопрос теплового расширения полимерных трубопроводов во многом решается правильным использованием опор и выбором конфигурации трубной разводки. Нужно создать как можно более гибкую эластичную систему с минимумом жестких коротких узлов, имеющих малую способность к деформации. При размещении труб на стенах и потолках не рекомендуется использовать неподвижные опоры. Для потолочных креплений хорошим решением являются опоры с ремешком. Количество поддерживающих опор должно быть небольшим, предпочтение надо отдавать специальным пластмассовым опорам (рис. 30), которые не повреждают поверхность трубы. Рекомендуется использовать подвижные пластиковые опоры с интервалом 20–30 диаметров трубы. Неподвижными опорами, как правило, фиксируют тяжелые трубные узлы или тяжелые элементы трубопровода, не имеющие собственных креплений (например, фильтры или краны). Во всех случаях необходимо продумать совместное размещение фитингов и подвижных опор: при линейном удлинении трубы, фитинги не должны будут упереться в буртики опор. И другой случай, если подвижные опоры разместить с обеих сторон от фитинга вплотную к нему, то такой способ монтажа превращает это место крепления в неподвижную опору.
 Рис. 30. Подвижные опоры для крепления полимерных труб
Рис. 30. Подвижные опоры для крепления полимерных труб
При прокладке закрытым способом неармированных труб, используемых для транспортировки горячих жидкостей, необходимо:
- в стене под штукатуркой, вокруг колен и тройников на вертикально и горизонтально расположенных трубах оставлять пространство в 3–4 см. Так как движение трубы происходит в осевом направлении, то необходимо обеспечить свободное пространство и до ближайшего препятствия — для систем горячего водоснабжения не менее 7, а для систем отопления — не менее 10 мм на каждый метр длины прямолинейного участка;
- в штробе, пробитой в стене, обеспечить зазор не менее 70% от диаметра трубы на данном участке. Зазор должен быть симметричным по обе стороны от трубы. Возможно это сделать несколькими способами. Например, проложить трубы в специальной трубчатой изоляции из вспененного полиэтилена или вспененного полиуретана (может быть рекомендована для труб диаметром до 25 мм, в системе горячей воды толщина изоляции 9 мм). Создать центрирующие опоры из строительной пены, поддерживающие трубу в штробе. Штроба в этом случае не заливается, а закрывается накладной пластиной. Можно проложить трубы в стене или в стяжке пола в канале из гофрированной ПВХ-трубы. Гофрированную трубу при этом нежелательно заменять на гладкую или изготовленную из другого материала, так как жесткость трубы должна быть достаточна для парирования усадки цементного раствора.
На основании вышесказанного еще раз повторимся: для прокладки трубопроводов горячего водоснабжения и отопления лучше использовать армированные трубы при всех видах прокладки — открытой или закрытой в штробе, нише или под штукатуркой. Гораздо проще применить армированную трубу, чем использовать более дешевую неармированную и придумывать массу ухищрений для возможности ее температурного удлинения.
Полимерные трубопроводы боятся огня, поэтому для прохода через строительные конструкции необходимо предусматривать гильзы (рис. 31), выполненные из пластмассовых или металлических труб. Внутренний диаметр гильз должен быть на 5–10 мм больше наружного диаметра прокладываемой трубы. Зазор между трубой и гильзой необходимо заделать мягким водонепроницаемым и негорючим материалом, допускающим перемещение трубы вдоль продольной оси. В случае возникновения сильного пожара оплавляется либо гильза, либо труба, закупоривая отверстие и на время останавливая проникновение огня в соседнее помещение.
 Рис. 31. Проход полимерных трубопроводов через перекрытие и стену
Рис. 31. Проход полимерных трубопроводов через перекрытие и стену
Полимерные трубы можно складировать при любой наружной температуре. Место для склада следует выбрать так, чтобы трубы прилегали к поверхности пола (стеллажа и т.д.) по всей длине. Следует избегать изгиба труб при складировании и транспортировке. При отрицательных температурах существует опасность повреждения труб вследствие сильных ударов. Поэтому при низких температурах с материалом следует обращаться осторожно. Складирование следует производить в месте, защищенном от прямых солнечных лучей. Полимеры боятся ультрафиолетовых лучей, поэтому допускается их хранение на открытом воздухе не более 6 месяцев. По этой же причине монтаж трубопроводов нужно осуществлять в затененных местах, прятать их под штукатурку, в ниши или штробы. При монтаже труб в зимний период года после внесения их теплое помещение нужно выждать не менее двух суток для акклиматизации труб. Если начать монтаж немедленно, то с материалом труб может произойти тепловой шок — растрескивание.
Применение полимерных труб в системах отопления
Использование полимерных труб в системах отопления сулит немалые выгоды. Ведь такие трубы не подвержены коррозии и гарантируют «доставку» теплоносителя к радиатору с минимальными энергетическими потерями. Однако все преимущества полимерных труб удалось реализовать только с появлением особых, термостойких пластмасс.
И в данной статье мы рассмотрим как сами полимерные трубы для отопления, так и технологии монтажа подобных трубопроводов. Надеемся, что эта информация поможет вам создать систему отопления без неоправданных финансовых затрат.
Виды полимерных труб
Трубы из конструкционных полимеров используют в строительстве инженерных коммуникаций еще со второй половины ХХ века. Именно тогда появились первые поливинилхлоридные и полимерные трубы. Причем первые использовались в строительстве безнапорных трубопроводов (канализация), а вторые – при прокладке подземных водоводов.

А вот горячую воду и теплоноситель по полимерным трубам начали прокачивать только с появлением сшитого полиэтилена и полипропилена. Изготовление полимерных труб этого типа позволило преодолеть «врожденный» недостаток пластмасс – потерю жесткости конструкции при нагреве выше 60-90 градусов Цельсия. Трубы из сшитого полиэтилена и полипропилена размягчались при температуре выше 140 градусов Цельсия.
Отопительные трубы из полимера
Современные отопительные трубы производят из следующих разновидностей конструкционных полимеров:
- Металлопластика (РЕХ-AL-PЕ). Этот композитный материал имеет трехслойную структуру следующего типа: внутренний слой изготовлен из сшитого полиэтилена, далее идет армирующая обмотка из алюминиевой фольги, а укрывает всю конструкцию обычный полиэтилен. Подобная структура позволяет воспользоваться термостойкостью сшитого полиэтилена без оглядки на риск возможного увеличение габаритов, спровоцированного повышенными температурами. И такие спиральновитые трубы, а алюминиевое армирование наматывается на РЕХ основу именно по спирали, прослужат в системе не менее 50 лет.

Трубы из полипропилена
Габариты и прочие характеристики таких труб регламентируются отечественным ГОСТ Р 52134-2003, требования которого распространяются на весь трубный прокат из конструкционных полимеров.
Монтаж полимерных труб
Согласно СНиП 41-01-2003, которым регламентируется строительство отопительных трубопроводов (а равно и трубопроводов систем кондиционирования), существует всего три способа монтажа полимерных труб:

Сборка полимерных труб на сварку
- Сборка на сварку.
- Сборка на клей.
- Сборка на фитинги.
Выбор одного из вариантов зависит от типа конструкционного материала трубы. И далее по тексту мы рассмотрим, к какому процессу подходит каждая разновидность топливных труб, попутно приводя и подробности каждой монтажной технологии.
Сварка полимерных коммуникаций

Сварка труб из полипропилена
Этот способ практикуют при сборке трубопроводов из полиэтилена и полипропилена. Ведь указанные материалы относятся к категории термопластичных полимеров.
Следовательно, нагрев трубу и фитинг можно соединить расплавленные участки, воспользовавшись, по сути, технологией термической сварки давлением:
- Трубу обрезают и надевают на насадку сварочного паяльника. На противоположную сторону насадки надевают фитинг (муфту, уголок, тройник).
- Аппарат для сварки полимерных труб – сварочный паяльник – разогревает внешнюю часть тела трубы и внутреннюю поверхность фитинга.
- После разогрева трубу и фитинг снимают с насадок и соединяют с небольшим усилием. То есть, трубу попросту вставляется в фитинг.
Спустя 10-15 минут соединение отвердеет. Причем прочность «сварочного шва» будет сравнима с прочностью конструкционного материала.
Монтаж на клей
Этот способ монтажа практикуют при сборке полипропиленовых трубопроводов. Суть процесса заключается в соединении трубы и фитинга на клей, который состоит из разжиженного растворителем полипропилена. Причем клеящие составы продают сами производители труб.

Сборка полипропиленовых трубопроводов на клей
Такой способ монтажа позволяет собрать отопительный трубопровод безо всякого инструмента.
Ведь сам процесс выглядит следующим образом:
- Трубу обрезают и обезжиривают (в зоне предполагаемого контакта). Внутреннюю поверхность фитинга обезжиривают точно так же.
- На обезжиренные участки наносят клей.
- Трубу вставляют в фитинг и удерживают в течение 15-20 секунд.
После этого соединение оставляют в покое на пару часов. За это время клеящая прослойка окончательно отвердеет. По прочности клееное соединение уступает основному материалу. Поэтому такую сборку практикуют при монтаже слабонапорных и безнапорных трубопроводов.
Сборка на фитинги

Сборка полимерных труб на фитинги
Этот способ применяют при монтаже металлопластиковых и полимерных трубопроводов. Причем металлопластик можно монтировать и на пресс-фитинги, и на обжимные (цанговые) соединительные элементы. А трубы из сшитого полиэтилена монтируют только на цангу.
Соответственно процесс монтажа металлопластиковых труб на обжимной фитинг, выглядит следующим образом:
- Трубу обрезают, снимают фаску с торца. Обжимной фитинг разбирают, сняв с торца уплотнительную гайку и обжимное кольцо, и переместив их на трубу.
- После этого труба одевается на ниппель фитинга.
- Далее к торцу соединительного элемента перемещается обжимное кольцо, а после этого навинчивается уплотнительная гайка.
Монтаж металлопластиковой трубы на пресс фитинг осуществляется по той же схеме. Только вместо обжимного кольца и гайки используется гильза из мягкого металла, которую обжимают, установив поверх участка трубу, надетой на ниппель фитинга.
Монтаж труб из сшитого полиэтилена происходит еще проще:
- Трубу обрезают. Фитинг разбирают. Обжимную гайку одевают на трубу.
- Торец трубу расширяют с помощью специального инструмента – экспандера.
- Расширенный торец надевают на ниппель фитинга.
- Место монтажа фиксируют обжимной гайкой.
Такой способ фиксации возможен из-за особого свойства РЕ-Х полимера – эффекта обратной усадки. Расширенный экспандером торец стремится сжаться до «заводского» диаметра. В результате труба прилегает к ниппелю более чем плотно. Ну а обжимная гайка просто фиксирует место контакта.

